Отчет по строительной практике
Студента Осокина Евгения
Санкт-Петербургский Государственный Технический Университет
Санкт-Петербург 1997
Структура строительной организации
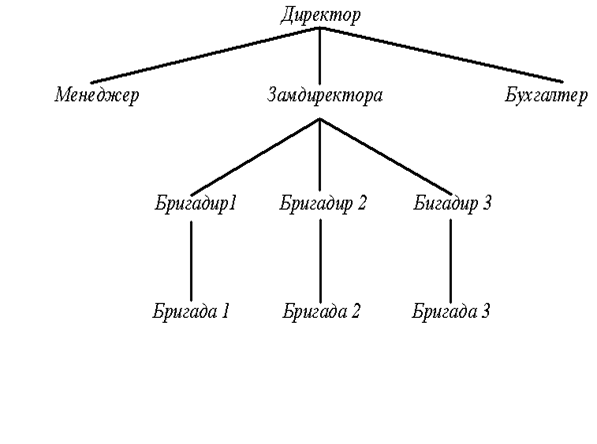
Во главе НПП тАЭАпекстАЭ стоит директор. В его непосредственном подчинении находятся: заместитель, менеджер, бухгалтер. Менеджер ищет, принимает и оформляет заказы. Заместитель директора занимается организацией строительных работ. В подчинении у заместителя директора находятся бригадиры. Бригадиры руководят бригадой, насчитывающей от 2-3 до 8-10 рабочих в зависимости от объёма выполняемой работы.
Выше приведена наглядная схема.
Мой рабочий день.
В неделе было пять рабочих дней. Суббота и воскресенье - выходные. Но по предварительной договоренности зачастую работали внеурочно. Рабочий день обычно начинался в 8.00. На объект бригаду доставлял служебный миниавтобус. Он же подвозил инструмент ( электросварочный аппарат, отбойные молотки, ломы, лопаты и пр.), расходные и строительные материалы. По приезду на объект бригадир определял каждому некоторый объём работы, которую нужно было сделать до конца рабочего дня, или до конца установленного срока, после чего давались следующие указания.
Все работы выполнялись строго в установленный срок, чтобы не задерживать работу другой бригады. Например, если наша бригада задерживает срок сдачи ленточного фундамента, то следовательно мы задерживаем работу каменщиков, которые естественно не могут начать выгонку стен без фундамента. Так по цепочке срок сдачи объекта будет просрочен, начнутся трения с заказчиком, что фирме крайне нежелательно.
Согласно своей специальности электросварщика я занимался сваркой и установкой железных конструкций таких как : ленточный фундамент, различные решётки, ворота, заборы.
Помимо этого также приобрел необходимые навыки по специальностям: слесарь-сантехник, каменщик, бетонщик. Теперь для меня не стоит вопрос как провести водопровод или канализацию? Как обустроить септик? Как сделать бетонную стяжку?
И всё это благодаря строительной практике.
Экологический фактор в работе электросварщика
Ручная дуговая сварка, сварка под флюсом и в защитных газах, получившие наибольшее промышленное применение среди других видов сварки плавлением, сопровождается выделением сварочного дыма, газов, пыли, а также выделением ультрафиолетового излучения.
При выборе сварочных материалов наряду с оценкой их технологических и эксплуатационных характеристик необходимо руководствоваться и гигиеническими соображениями. Предпочтение следует отдавать электродам и флюсам, характеризующимся наименьшим выделением токсических веществ.
Особое внимание при дуговой сварке должно уделяться местной вытяжной вентиляции, вентиляции флюсобункеров стационарных сварочных установок, укрытию остывающей шлаковой корки, нейтрализации токсичных компонентов сварочного аэрозоля, определению требуемого воздухообмена и созданию общеобменной вентиляции.
Также необходимо тщательно подбирать защитные стекла,
т.к. цвет стекла от светло-соломенного до темно-синего выбирается в зависимости от частных особенностей глаз.
Психологические нагрузки, испытываемые сварщиком, заключаются в необходимости непрерывного наблюдения за зоной сварки, в напряжении зрения, высоких требованиях к точности движения и перемещения электрода. Высокие требования к органам зрения связаны с необходимостью тщательного наблюдения за разделкой, сварочной ванной и кристаллизующимся металлом.
Выполнение ручной сварки часто сопровождается повышенными статическими напряжениями. Сварку выполняют зачастую в вынужденной позе, сидя на корточках, лежа на боку и спине и т.д., что вызывает сильное напряжение мышц рук и тела.
Также ввиду непосредственной близости мощнейшего электроприбора (электросварочный аппарат ), сварщик подвергается долговременному непосредственному воздействию электромагнитных полей, что крайне вредно для организма человека. Научно доказано, что подвергаясь продолжительному воздействию электромагнитных полей в организме человека происходят изменения, в результате которых быстро дает себя знать усталость, возникает необоснованная раздражительность. Это несомненно оказывает огромное влияние на здоровье человека, работающего с электросварочными аппаратами.
Нельзя забывать, что протекание тока через тело, хоть и не приводит к электрошоку и ожогам, но настолько же опасно для организма. Особенно опасен для человека используемый в промышленности и в быту ток частотой 50 Гц.
Основные методы улучшения условий труда при дуговой сварке.
Механизация и автоматизация сварочных работ позволяет снизить загрязненность воздуха в зоне дыхания; установить местные вытяжные устройства; использовать спецодежду из облегченного брезента; хорошо осветить рабочее место сварщика, так как резкие изменения освещенности электрической дугой вызывают раздражение глаз сварщика; применить электродержатели, не нагревающиеся при длительной работе и облегчающие смену электродов и др. Улучшению условий труда при ручной дуговой сварке плавящимися электродами способствует замена электродов с руднокислым покрытием электродами рутиловых марок.
Аргонодуговая сварка неплавящимся электродом наиболее благо-приятна в экологическом отношении по сравнению со сваркой плавящимся электродом.
При аргонодуговой сварке неплавящимся электродом, ручной и механизированной, содержание пыли в зоне сварки не превышает допустимых пределов, концентрация окисления марганца в 10 раз меньше допустимой, а окислы азота и окись углерода вблизи сварочной дуги не обнаруживаются.
Условия труда при полуавтоматической сварке более затруднительны чем при автоматической, в связи с необходимостью длительного удержания в руке головки полуавтомата с бункером для флюса массой 2-2,5 кг и в связи с напряжением внимания во время строгого соблюдения режима сварки. Кроме того, концентрация аэрозоля и окислов марганца и фтористых соединений в зоне дыхания сварщика-полуавтоматчика выше, чем в зоне дыхания сварщика-автоматчика.
Перегородки и кабины предотвращают перетекание сварочного аэрозоля в помещения, где сварка не производится. При работе с применением защитных газов перегородки не должны доходить до пола на расстояние 300 мм.
Свободная площадь в кабине должна быть не менее 3 кв.м. на один сварочный пост.
Стены и оборудование следует окрашивать в светлые тона с рассеянным отражением света для ослабления контраста между яркостью дуги и поверхностью стен и оборудования.
Вместе с этим смотрят:
5.45-мм автомат Калашникова и ручной пулемёт Калашникова
90 шпаргалок по БЖД 1 курс (1-2 семестр)
Cистемы пожарной сигнализации
РЖнформацiйнiсть як фактор ризику. Операцiя "Паганель"
РЖонiзуюче випромiнювання та його вплив на органiзм