Возможность использования карбонатно-кремнистых пород в качестве активных минеральных добавок
при производстве силикатного кирпича
А. Г. Чигарев, А. П. Поддубный
Воронежский государственный университет, Научно-производственная фирма ВлГеосВ», г. Белгород
Большие энергозатраты при производстве силикатного кирпича побуждают к поискам способов снизить энергоемкость процесса. Разработки научно-производственной фирмы ВлГеосВ», подтвержденные лабораторными испытаниями, позволяют существенно снизить энергоемкость процесса изготовления силикатного кирпича за счет использования карбонатно-кремнистой минеральной добавки.
Ключевые слова: энергоемкость, силикатный кирпич, минеральная добавка. Abstract. The big power inputs by manufacture of a silicate brick induce to searches of ways to lower power consumption of process. The workings out of research-and-production ё rm тАЬGeosтАЭ conё rmed with laboratory researches, allow to lower essentially power consumption of process of manufacturing of a silicate brick, at the expense of use of the karbonatno-siliceous mineral additive. Key words: power consumption, a silicate brick, the mineral additive Вй Чигарев А. Г., Поддубный А. П., 2010 Производство силикатного кирпича сопровождается высокой энергоемкостью технологического процесса, предопределенного необходимостью измельчения 15 % песка (от всего объема шихты) до крупности менее 0, 08 мм. Такое измельчение осуществляется для получения максимального количества кварцевых частиц с поверхностью, покрытой аморфным кремнием тАУ стеклофазой, которая при автоклавировании активно взаимодействует с известью для образования низкоосновных гидросиликатов кальция термолитового типа.
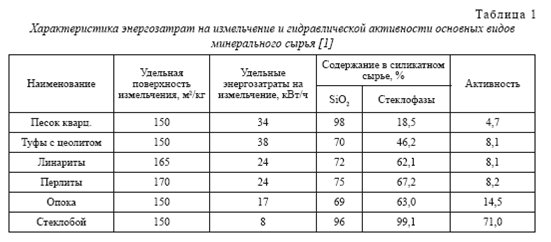
Исследованиями МИСИ, НИИСМИ, НИПИСиликатобетон показано, что при измельчении различного минерального силикатного сырья для одного уровня удельной поверхности (150тАУ170 м2/кг) наблюдается широкий диапазон образования стеклофазы. В частности, установлено, что минимальное ее количество (при производстве вяжущего) характерно для кварцевого песка. По мере увеличения в минеральном сырье аморфного кремнезема (туфы различного состава, опока) активность вяжущего возрастает (табл. 1).
Таким образом, введение в шихту вяжущей смеси минерального сырья с высоким содержанием аморфного кремнезема будет способствовать снижению энергозатрат на 20тАУ30 % за счет повышения удельной поверхности извести и активной минеральной добавки в вяжущем при снижении удельной поверхности кварцевого песка и одновременном увеличении активности вяжущего. Более того, имеется возможность при доведении активности вяжущего до нормы снизить расход извести на 15тАУ20 %, обеспечив сохранение показателей прочности производимого силикатного кирпича.
Высказанное положение подтверждается результатами лабораторных испытаний, выполненных научно-производственной фирмой ВлГеосВ» в лаборатории силикатного завода Лебединского ГОКа. В качестве активной минеральной добавки были использованы карбонатно-кремнистые породы, добытые на Хворостянском месторождении в Губкинском районе.
Технологические испытания по вводу активной минеральной добавки в состав вяжущего осуществлялись путем приготовления отдельных компонентов шихты в соответствии с требованиями к вяжущему по крупности измельчения и влажности. Для шихты использовалась известь Белгородского комбината строительных материалов с активностью 79, 63 %. Используемая известь измельчалась до состояния пушонки, а песок (сеноманского возраста) Лебединского карьера тАУ до крупности с получением остатка на сите 0, 8 не менее 8 %, как и добавка измельчалась до крупности с остатком на сите 0, 08 менее 8 %.
Эталонное вяжущее составлялось из расчета 40 % извести, 60 % песка и влажности смеси 8, 0 %.
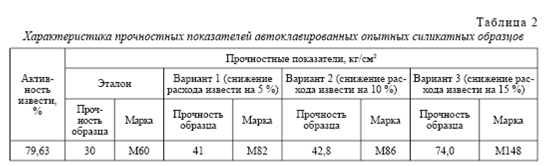
Активность вяжущего составляла 35, 28 %. При этом возможны три варианта.
Вариант 1. Активность вяжущего 34, 16 %. Состав вяжущего: известь 38 %, песок 60 % и активная добавка 2 %, влажность смеси 7, 5. Снижение расхода извести на 5 %.
Вариант 2. Активность вяжущего 33, 6 %. Состав вяжущего: известь 36 %, песок 60 % и активная добавка 4 %, влажность смеси 6, 5 %. Снижение расхода извести на 10 %.
Вариант 3. Активность вяжущего 28 %. Состав вяжущего: известь 34 %, песок 60 % и активная добавка 6 %. Влажность смеси 7, 8 %. Снижение расхода извести на 15 %.
Смеси тщательно перемешивались, подвергались гашению и формованию при усилии 10 кг/см2. Опытные образцы прошли цикл автоклавирования в условиях промышленного производства. Результаты испытаний представлены в табл. 2.
Как следствие, приведенные результаты показывают на потенциальные возможности дальнейшего снижения расхода извести в вяжущем силикатного кирпича за счет снижения его прочности до уровня эталона.
Следует отметить, что при совместном измельчении мягких и твердых компонентов шихты энергозатраты перераспределяются на переизмельчение более слабого материала. Поскольку карбонатно-кремнистая порода по прочностным показателям близка к комовой извести, то в этом случае при совместном помоле с песком энергия будет направлена на переизмельчение извести и активной минеральной добавки, что существенно повысит активность их взаимодействия между собой.
Таким образом, введение в шихту в качестве минеральной добавки карбонатно-кремнистого сырья, широко распространенного в корах выветривания сантонских пород Белгородской и Курской областей, позволяет существенно снизить энергозатраты на производство силикатного кирпича [2].
1. Хавкин Л. М. Технология силикатного кирпича / Л. М. Хавкин. тАУ М. : Стройиздат, 1982. тАУ С. 4; ГОСТ 379-95 Кирпич и камни силикатные. Технические условия. тАУ М. : МНТКС.
2. Оценка опоковидных мергелей Поддубенского участка Хворостянского месторождения для производства минеральной добавки, с подсчетом запасов : отчет НПФ ВлГеосВ», г. Белгород, 2003.
Вместе с этим смотрят:
32-я Стрелковая дивизия (результаты поисковой работы группы "Память" МИВлГУ)
РЖсторiя сiл (Грабовець, Бiлоскiрка, Козiвка)
РЖсторико-краiзнавче дослiдження мiста Рiвне
Аптские обстановки осадконакопления на северо-западе воронежской антеклизы (территория листа N-37-XXXI)
Бiблiяграфiчнае абслугоСЮванне па краязнаСЮству