Разработка технологического процесса упрочнения кулачка главного вала с использованием лазерного излучения
РРЕФЕРАТ
Шорина Е. Д. Разработать технологический процесс упрочнения кулачка главного вала с использованием лазерного излучения: Дипломный проект Димитровградский институт технологии управления и дизайна. № 1707.06.04. Димитровград, 2004 тАУ 116с.: 14 ил. + 7 черт.
Лазер, закалка, карбюризатор, кулачок главного вала, износостойкость, упрочнение, борирование, поток, такт.
В процессе выполнения дипломного проекта проведено описание методов упрочнения. Выбран способ и технология упрочнения кулачка. Проведено испытание на износ материала. Произведён выбор оборудования, режущего и мерительного инструмента, разработан технологический процесс. Рассчитана эффективность изготовления данной детали. Разработали ряд мероприятий по предотвращению несчастных случаев, даны рекомендации по правильному использованию и организации производства.
Сделаны выводы и рекомендации по упрочнению кулачка с использованием лазерного излучения.


СОДЕРЖАНИЕ
ВВЕДЕНИЕ. 6
1. МЕТОДЫ УПРОЧНЕНИЯ МАТЕРИАЛОВ. 8
1.1. Термическая обработка. 8
1.1.1. Химико-термическая обработка. 8
1.1.2. Борирование. 9
1.1.3. Плазменная обработка. 11
1.1.4 Лазерная обработка. 12
1.2 Лазерная установка. 14
1.3. Термическая обработка материалов лазерным излучением. 16
1.4. Физические основы упрочнения лазерным излучением. 17
1.5. Воздействие непрерывного лазерного излучения на сплавы на основе железа 19
1.6. Упрочнение кулачка главного вала. 24
2. КОНСТРУКТОРСКАЯ ЧАСТЬ. 28
2.1. Назначение узла Влвал главныйВ» автомата хладновысадочного. 28
2.2. Выбор способа упрочнения кулачка главного вала. 29
2.3. Приспособление для упрочнения. 34
2.4. Технология упрочнения. 45
3. ИССЛЕДОВАТЕЛЬСКАЯ ЧАСТЬ. 47
3.1. Лазерная обработка на CO2 - лазере. 47
3.2. Испытание материала на износ. 47
3.3 Исследование износостойкости покрытия. 49
4. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ. 51
Введение. 51
4.1. Анализ технологичности конструкции детали ВлКулачёкВ». 51
4.2. Выбор оборудования, режущего, вспомогательного и мерительного инструментов 58
4.3. Расчёт режимов резания. 60
4.4. Нормирование технологического процесса. 66
4.5. Расчёт специального калибра-пробки для контроля отверстия Æ60Н7 +0,030 68
5. ЭКОНОМИЧЕСКАЯ ЧАСТЬ. 72
Введение. 72
5.1. Расчет параметров потока. 72
5.2. Расчет себестоимости изготовления детали. 80
5.3. Технико-экономические показатели потока. 85
Вывод. 87
6. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ. 88
Введение. 88
6.1. Общие вопросы безопасности труда. 89
6.2.Мероприятия по обеспечению нормальных санитарно-технических условий 95
6.3. Мероприятия по предотвращению несчастны случаев, обеспечению безопасности эксплуатируемого оборудования и транспортных средств. 103
Вывод. 109
ЗАКЛЮЧЕНИЕ. 110
ЛИТЕРАТУРА. 111
ПРИЛОЖЕНИЯ. 115
ВВЕДЕНИЕОбработка материала сфокусированным излучением лазера является научным и техническим направлением технологии машиностроения и других областей промышленности, появившимся после 1960 года, когда были созданы мощные импульсные генераторы монохроматического излучения.
Лазерная обработка материалов не является ещё установившимся и законченным разделом теории и практики обработки материалов концентрированными потоками энергии. Однако в разработке теоретических основ процессов воздействия мощных световых потоков на материалы и в практических применениях указанных процессов достигнуты значительные успехи.
Применение различных типов лазеров во многих областях машино тАУ и приборостроения и правильная их эксплуатация не возможны без чёткого представления о принципах работы оптических квантовых генераторов и об основных физических явлениях, в них происходящих.
Преимущества и перспективность использования лазеров в машиностроении определяются не только прогресса в области собственно лазерной техники, но и умелым, научно обоснованным выбором оптимальных для каждого конкретного применения режимов работы лазера и параметров его излучения.
Промышленная обработка материалов стала одной из областей наиболее широкого использования лазеров, особенно после появления лазеров высокой мощности. Лазерный луч применяется для резания и сверления отверстий, сваривания материалов и термообработки, обработки тонких металлических и неметаллических плёнок, получения на них рисунков и микросхем. Доводка номиналов пассивных элементов микросхем и методы получения на них активных элементов с помощью лазерного луча получили дальнейшее развитие и применяются в производственных условиях. При чём лазерная обработка материалов позволяет повысить эффективность и конкурентоспособность по сравнению с другими обработками.
1. МЕТОДЫ УПРОЧНЕНИЯ МАТЕРИАЛОВПоверхностным упрочнением называется упрочнение поверхностного слоя детали за счёт изменения его химического состояния или структуры.
Для получения стали с наибольшей прочностью и твёрдостью необходима термическая обработка тАУ закалка. Термообработка тАУ это совокупность операций технологии теплового воздействия на материал с целью изменения его структуры и потребительских свойств в нужном направлении. Упрочнение поверхности может быть достигнуто: химико-термической, плазменной, лазерной обработкой и др.
Одним из главных средств улучшения качества стальных деталей тАУ повышения их прочности, твёрдости и износостойкости тАУ является химико-термическая обработка, заключающаяся в насыщении поверхности углеродом, азотом, хромом, бромом и другими элементами. При введении в поверхностный слой хрома, кремния, алюминия и других элементов можно придать изделию устойчивость против коррозии, жаростойкость, кислотоупорность и другие свойства.
В промышленности получили широкое распространение следующие виды химико-термической обработки:
- цементация тАУ насыщение углеродом;
- азотирование тАУ насыщение азотом;
- цианирование тАУ одновременное насыщение углеродом и азотом;
- диффузионная металлизация тАУ насыщение различными элементами (кроме углерода и азота), например, хромом, бромом, алюминием и другими. Каждый из этих способов имеет свои особенности, преимущества и недостатки.
Борирование тАУ насыщение поверхностного слоя металлических изделий бором. К борированию прибегают, главным образом, с целью повышения поверхностной твердости изделий, их износостойкости, реже тАУ коррозионной стойкости и теплостойкости. Борированию подвергают поверхности изделий из железа, сплавов на его основе, а также тугоплавких металлов, используя явление диффузии. Различают борирование твердое, жидкое, газовое.
При твердом борировании очищенные изделия помещают в герметичный или негерметичный контейнер, засыпая их реакционной смесью, состоящей из порошкообразного боризатора (аморфного бора, карбида бора, ферробора и др.), инертной добавки (окиси алюминия, кварцевого песка, тонкоизмельченного шамота), вводимой для предотвращения спекания или налипания смеси на поверхность изделий, и активатора (галогенида, обычно NH4Cl) в соотношении примерно 60:35 тАУ 39:1 тАУ 5. Изделия укладывают так, чтобы вокруг них был слой реакционной смеси тощиной не менее 20 -30 мм. Хорошее качество диффузионного слоя достигается также при насыщении углеродистых и легированных сталей в смеси карбида бора и буры. Для получения слоя боридов толщиной 0,1 тАУ 0,3 мм насыщение проводят при температуре 900 тАУ 1000 оС в течение 5 - 6 часов.
Разновидностью твердого является вакуумное борирование, осуществляемое в вакуумно-плотных контейнерах при остаточном давлении 10-3 рт.ст. При высоких температурах испарения аморфного бора или карбида бора образуются пары этого элемента, которые конденсируются на обрабатываемой поверхности, и атомарный бор диффундирует в металл.
Жидкостное борирование проводят при температуре 850 тАУ 1000 оС в расплавах различных солей с введением в них борсодержащих компонентов. Жидкостное электролизное борирование обычно осуществляют в расплаве буры, иногда с добавкой карбида бора. Стальное изделие подключают в качестве катода в цепь постоянного тока, анодом служит предварительно борированный тигель из жаростойких и нержавеющих сталей. Удовлетворительной стойкостью обладают также пропитанные бурой графитовые и керамические тигли. При расплавлении бура диссоциирует термически, а также вследствие наложения постоянного электрического тока с выделением атомов активного бора, диффундирующего в обрабатываемое изделие. Насыщение проводят при плотности тока 0,15 тАУ 0,25а/см2. Жидкостное диэлектролизное борирование осуществляют в расплавах буры с добавлением карбида бора. Хорошие результаты получаются при соотношении этих компонентов 60 : 40. Диффузионный слой можно создать также в расплавах солей NaCl и BaCl с добавлением карбида бора.
Газовое борирование проводят при термическом разложении газообразных соединений бора тАУ диборана (В2Н2), трёххлористого бора (ВСl3) и др., чаще всего в смеси с водородом в соотношении соответственно 1:25-100. При температуре выше 500 0С диборан почти полностью ращлагается на активный бор и водород, которые и омывают насыщаемое изделие. При газовом борировании насыщение протекает интенсивнее, чем при твёрдом или жидком: за 2-5 ч. при температуре 800-900 0С образуется слой боидов толщиной 0,1-0,2 мм. На изделиях из железа и углеродистых сталей диффузионный слой отличается иглообразным строением и состоит из 2 фаз- ромботического борида FeB (16,25%B) на поверхности и находящегося под ним тетрагонального борида Fе2В (8,48%), микротвёрдость составляет 1800 ÷ 2000 и 1600 ÷ 1800 кгс/мм2. Под слоем боридов находится переходная зона, эта зона состоит из твёрдого раствора бора и других легирующих элементов.
Легирование стали обеспечивает получение более равномерного по толщине боридного слоя.
Борирование вызывает появление в поверхностных слоях изделий остаточных снимающих напряжений до 50 тАУ 100 кгс/мм2, повышает их износостойкость в 5 - 10 раз, увеличивает коррозионную стойкость углеродистых и низколегированных сталей. Борирование повышает усталостную прочность изделий. Коррозионная- усталостная прочность изделий из углеродистых сталей после борирования увеличивается вдвое и более. Недостаток борирования тАУ повышенная хрупкость боридов, которую снижают, вводя в реакционную смесь небольшое количество меди, алюминия и других металлов.
Сущность этой обработки состоит в том, что плазму, имеющую температуру 10 000 тАУ 30 000 0С, направляют на обрабатываемую поверхность заготовки. Этим способом можно обрабатывать заготовки из любых материалов, выполняя прошивание отверстий, вырезку заготовок из листового материала, строгание, точение. При прошивании отверстий, резке и вырезке заготовок, головку ставят перпендикулярно к поверхности заготовки, при строгании и точении тАУ под углом 40 тАУ 60 0. Плазменные головки применяют также для сварки, пайки, наплавки и создания защитных покрытий на деталях.
Принципиально новым методом является метод получения деталей непосредственно из плазмы. Он заключается в том, что в камеру головки подаётся порошкообразный конструкционный материал с одновременной подачей инертного газа при высоком давлении. Под действием другого разряда конструкционный материал плавится и переходит в состояние плазмы. Струя плазмы сжимается в плазмотроне плазмообразующим газом. Выходя из сопла головки, луч фокусируется электромагнитной линзой и направляется на экран. Системы вертикальной и горизонтальной развёрток обеспечивают перемещение луча по всей площади экрана.
Плазму получают в плазменных головках.
Дуговой разряд 3 возбуждается между вольфрамовым электродом 4, выполненным в виде трубы и охлаждённым проточной водой. В трубу подают газ (аргон, азот и др.) или смесь газов. Обжимая дуговой разряд, газ при соединении с электронами ионизируется и выходит из сопла головки в виде ярко светящейся струи 2, которая направляется на обрабатываемую заготовку 1.
Термическое упрочнение материалов и сплавов лазерным излучением основано на локальном нагреве участка поверхности под воздействием излучения и последующем охлаждении этого поверхностного участка со сверхкритической скоростью в результате теплоотвода теплоты во внутренние слои металла. При этом время нагрева и время охлаждения незначительны, практически отсутствуют выдержка при температуре нагрева. Эти условия обеспечивают высокие скорости нагрева и охлаждения обрабатываемых поверхностных участков.
Метод основан на тепловом воздействии светового луча высокой энергии на поверхность обрабатываемой заготовки. Источником светового излучения является лазер - оптический квантовый генератор (ОКГ).
Созданы конструкции твердотелых, газовых и полупроводниковых ОКГ. Работа оптического квантового генератора основана на принципе стимулированного генерирования светового излучения. Для механической обработки используют твердотелые ОКГ, рабочим элементом которых является рубиновый стержень, состоящий из окиси алюминия, активированного 0,05% Cr.
Рубиновый ОКГ работает в импульсном режиме, генерируя импульсы когерентного монохроматического красного света. Энергия светового импульса ОКГ обычно невелика и составляет 20 -100 Дж.
Лазерную обработку применяют для прошивания сквозных и глухих отверстий, резания заготовок на части, вырезания заготовок из листового материала, прорезания пазов и т.д. Световым методом можно обрабатывать любые материалы.
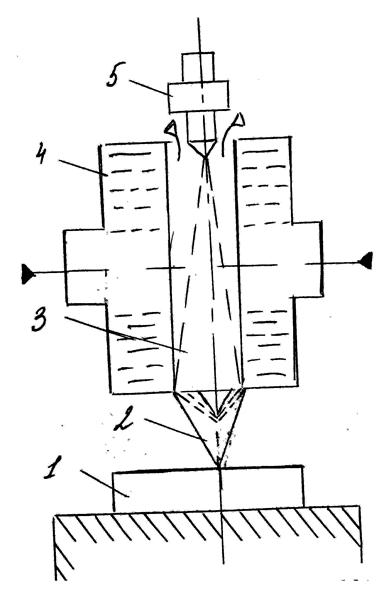
Рис. 1 Схема плазменной головки
К недостаткам светолучевого метода обработки можно отнести отсутствие надежных способов управления движением луча и необходимость перемещения заготовок, недостаточную мощность излучения при значительной мощности импульсной лампы, низкий КПД рубиновых ОКГ, перегрев рубинового стержня и трудности его охлаждения, сравнительно не высокая точность обработки.
Сегментное собирающее зеркало состоит из нескольких плоских зеркало. Угол между отдельными зеркалами меньше 180о, поэтому совокупность их образует вогнутую поверхность. При этом они направляют излучение в общую точку. Обычно такие зеркала изготавливаются из полированной меди или молибдена, и при ВлсуммированииВ» излучения мощных лазеров они охлаждаются водой.
Лазерное излучение попадает на зеркало, состоящее из множества отдельных зеркал, где происходит деление луча (рис. 1.2).
Каждый вновь образованный луч имеет одинаковый диаметр на протяжении расстояния от зеркала до плоскости линзы. В этом случае в пятне фокусировки происходит наложение интенсивностей каждого отдельного луча, что приводит к суммированию их. Распределение интенсивности излучения от каждого элемента сегментного зеркала, которые обычно выполняются в форме прямоугольников. Кроме того, излучение малой мощности на границе лазерного луча, которого недостаточно, чтобы вызвать процесс термоупрочнения, не теряется, а, напротив, с помощью сегментного зеркала добавляется в пятно фокусировки. Таким образом, распространение интенсивности в пятне фокусировки выравнивается, а прямоугольная форма пятна, в которое фокусируется лазерное излучение, оптимальна для получения однородной зоны закалки.
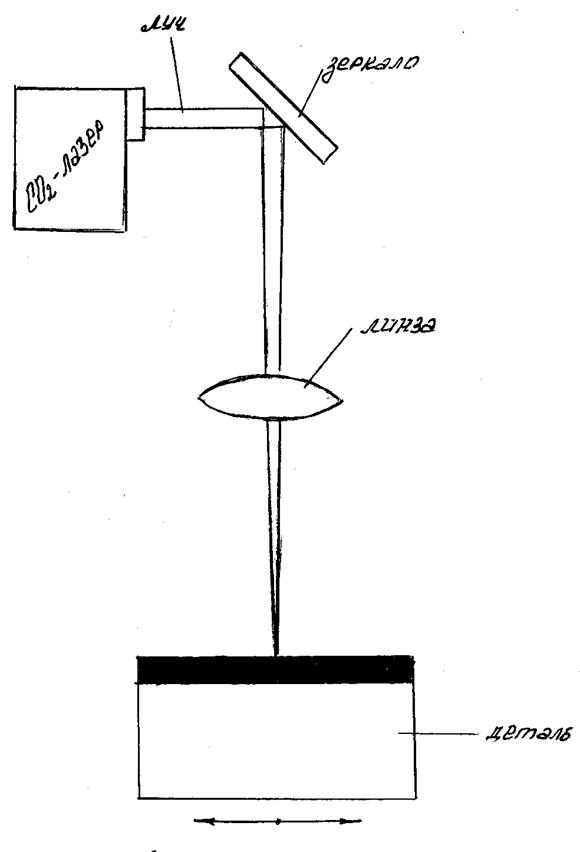
Рис. 2.1. Лазерная установка
Поверхностное упрочнение металлических деталей тАУ перспективный технологический процесс, открывающий целый ряд новых возможностей для повышения эксплуатационных характеристик деталей машин, инструмента.
Поверхностное упрочнение деталей лучом лазера характеризуется рядом преимуществ, а именно: упрочнением локальных (по глубине и ширине) объемов деталей в местах, их износа с сохранением исходных свойств материала в остальном объеме, твердость при этом превышает 15 тАУ 20% твердость посте термообработки существующими способами.
Упрочнением поверхностей труднодоступных полостей, углублений, куда луч лазера может быть введен с помощью оптических устройств; созданием ВлпятнистогоВ» поверхностного упрочнения значительных площадей, при котором не образуется сплошного хрупкого слоя, склонного к растрескиванию, деформированию, отслаиванию и т.п.; получением заданных свойств (механических, химических и других) обрабатываемых поверхностей деталей путем их легирования различными элементами с помощью излучения лазера; отсутствием деформаций обрабатываемых деталей, обусловленных локальностью термообработки, что позволяет практически полностью исключить финишную обработку; отсутствием механического воздействия на обрабатываемый материал, что вместе с бесконтактностью лазерного нагрева обуславливает простоту автоматизации процесса термообработки по контуру, в том числе деталей сложной формы и др.
Лазерные методы упрочнения целесообразны при обработке поверхностей сложной конфигурации, деформирование которых должно быть сведено к минимуму; при трудности подвода теплоты к обрабатываемой зоне детали обычными способами; при малых размерах поверхности обрабатываемых зон в сравнении с размерами деталей.
Широкое внедрение методов лазерного упрочнения в различные отрасли промышленности обуславливается рядом благоприятных факторов:
- наличием серийного лазерного высокопроизводительного оборудования как импульсного, так и непрерывного действия;
- сравнительной простотой лазерного упрочнения, обуславливающей несложный подбор технологических режимов обработки деталей;
- значительной номенклатурой обрабатываемых деталей, требующих локального упрочнения;
- большой технико-экономической эффективностью, определяемой достоинствами лазерной термообработки и др.
В ряде случаев формы и размеры различных деталей не позволяют использовать существующие способы поверхностного упрочнения для термообработки вследствие появления значительных напряжений в поверхностных слоях, приводящих их к деформированию и т.д. Поэтому прочность деталей, изготовленных, например, из конструкционных сталей в состоянии поставки, как правило, невелика.
Методы лазерной обработки образуют группы, основанные, соответственно, на нагреве, плавлении и ударном нагружении материала в зависимости от плотности излучения лазера и времени его воздействия.
Нагрев определяет такие процессы, как отжиг материалов, а также наиболее распространенный метод лазерного поверхностного упрочнения посредством фазовых превращений в твердом состоянии в поверхностных слоях металлов и сплавов при очень быстрых нагреве и последующем охлаждении.
Лазерное упрочнение, основанное на фазовых превращениях в поверхностном слое, требует минимальной плотности потока излучения лазера при максимальном его воздействии.
Большинство лазерных технологических процессов основывается на тепловом воздействии лазерного излучения на непрозрачные среды. Воздействие луча лазера на непрозрачные среды можно условно разделить на несколько характерных стадий:
- поглощение светового потока и передача его энергии тепловым колебаниям решётки твёрдого тела;
- нагревание вещества без его разрушения;
- развитие испарения вещества в зоне воздействия луча лазера и разлёт продуктов разрушения;
- остывание вещества после окончания действия лазерного излучения.
Одновременно с указанными стадиями проходят диффузионные и химические процессы, а так же фазовые превращения, оказывающие существенное влияние на характер воздействия излучения лазера на материалы.
Количество поглощённой энергии зависит от оптических и теплофизических свойств материалов, особенно для металлов и с увеличением длинны волны излучения уменьшается.
Отражательная способность в оптическом диапазоне длин волн составляет для большинства металлов 70 тАУ 95 %, а коэффициент поглощения также достаточно велик и составляет ~ 105-106см -1.
Стадию нагрева материалов излучением лазера следует считать основной при анализе и исследовании ряда технологических процессов, выполняемых без разрушения материалов.
Анализ этой стадии для других технологических процессов, основанных на удалении обрабатываемого материала, позволяет определить условия разрушения, например, температурную границу и соответствующий ей поток излучения лазера.
После перехода энергии излучения лазера в теплоту начинается процесс нагрева материала. Поглощённая световая энергия передаётся от зоны воздействия ВлхолоднымВ» слоям с помощью различных механизмов теплопроводности, из которых для металлов в интервале температур от сотен до десятков тысяч градусов основным является электронная теплопроводность.
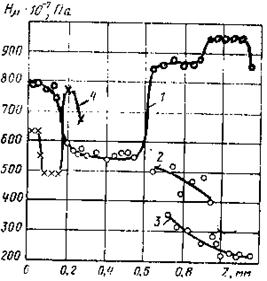
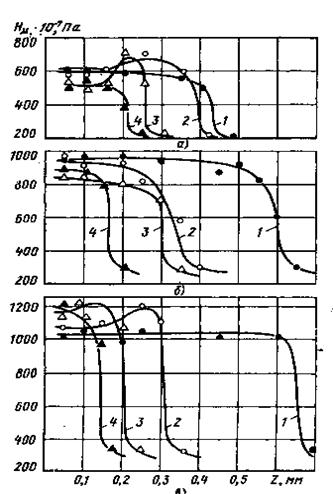
Рассмотрим основные наиболее типичные структурные изменения в сплавах железа в зонах воздействия непрерывного излучения лазера на СО2 с мощностью излучения 700 Вт тАУ 1 кВт. Обрабатывали неподвижные образцы со временем воздействия до 5 с и перемещающиеся со скоростью до 1 м/мин и более.
В армко-железе в результате воздействия излучения лазера на СО2 на неподвижный образец в слое толщиной до 0,55 мм наблюдается измельчание зерна до размеров 10 тАУ 15 мкм, проходящее наиболее в слое глубиной до 0,35 тАУ 0,55 мм. В областях, прилегающих к кратору встречаются крупные зёрна. Измельчание зёрен является следствием процессов аустенизации в условиях разогрева и последующего распада аустенита при охлаждении, при этом возникают различные скорости зарождения и роста зёрен феррита, что обусловдено, по видимому, разными размерами зёрен аустенита, образующихся в непосредственной близости к жидкой фазе и удалении от неё.
Микротвёрдость армко-железа Нm≈ 4000 мПа. Следует отметить, что фронт расплавлений выражен не чётко.
В зонах длительного воздействия излучения лазеров на СО2 все исследованные сплавы железа в верхней части, а иногда и за слоем пористого расплава наблюдается так называемый шлаковый слой, состоящий приемущественно из окислов железа и других продуктов химико-термического взаимодействия непрерывного излучения со сплавами в атмосфере воздуха и растворённых в металле газов.
При облучении малоуглеродистой стали в зоне воздействия наблюдается крупнозернистая видманштетова структура с микротвёрдостью, существенно не отличающейся от исходной.
В образцах из стали 45 с исходной структурой, состоящей из перлитных зёрен с ферритными прослойками, вследствие длительного воздействия непрерывного излучения с длинной волны λ = 10,5 мкм образовался наряду со шлаковым, слой расплавленного и пористого металла толщиной до ~ 75 мкм. Этот слой и прилегающие к нему участки стали существенно обезуглерожены. В структуре стали наблюдается мартенсит, количество которого увеличивается с удалением от кратера. На глубине 300 тАУ 400 мкм расположен полностью закалённый слой, далее тАУ слой, закалённый не полностью.
В предварительно закалённых образцах из стали 45 образовался слой толщиной ~ 400 мкм, состоящий из обезуглероженной зоны на поверхности и вторично закалённой внутри, причём здесь мартенсит более мелкоигольчатый, чем в матрице. Далее располагается зона отпуска с продуктами распада мартенсита.
Структурные изменения в образцах из нормализованной и предварительно закалённой стали У8 во многом аналогичны изменениям структуры в образцах из стали 45 с тем лишь отличаем, что в предворительно закалённой стали У8 в зоне закалки, примыкающем к расплаву наблюдается значительное растравливание границ зёрен. Отметим, что в обезуглероженных зонах имеет место разупрочнение. Так в стали У8 твёрдость в этих зонах примерно в 2 раза меньше, чем в исходной структуре.
В образцах из стали ХВГ структурные изменения подобны изменениям в образцах из стали У8, с той лишь разницей, что в закалённом слое, как и в закалённой матрице, наблюдаются периоды округлой формы. Также четко видна столбчатая структура ранее расплавленного слоя.