Измерение уровня жидкого металла в кристаллизаторе МНЛЗ
Министерство образования Российской Федерации
Магнитогорский Государственный Технический Университет
им Г.И. Носова
Факультет Аи ВТ
Кафедра Промышленной Кибернетики и Систем Управления
Курсовая работа
По дисциплине: Технические измерения и приборы
На тему: Измерение уровня жидкого металла в
кристаллизаторе МНЛЗ
Выполнил студент группы АМ-00-1:
Серебренников Д.Г.
Проверил: Сергеев А.И.
Магнитогорск 2003
СодержаниеСодержание 1
Введение 2
Способы измерения уровня жидкого металла в кристаллизаторе МНЛЗ 7
ИЗМЕРЕНИЕ УРОВНЯ С ПОМОЩЬЮ РАДИОАКТИВНЫХ ИЗОТОПОВ 7
Область применения 7
Измерение уровня металла в кристаллизаторе посредством измерительного устройства, работающего на основе радиоактивности 10
Датчики инфракрасного излучения для определения уровня металла в кристаллизаторе 14
Метод контроля уровня металла в кристаллизаторе основанный на использовании вихревых токов, индуктируемых катушкой, размещенной над зеркалом жидкого металла в кристаллизаторе. 16
Система уровень 23
Список литературы 34
Введение Стабилизация уровня металла в кристаллизаторе является важнейшей и наиболее сложной задачей автоматизации МНЛЗ.[1]
Рассмотрим параметры, оказывающие влияние на уровень меВнталла в кристаллизаторе.
На рис. 1 схематично показана часть технологической линии разливки металла от промежуточного ковша до тянущей клети. Жидкий металл, находящийся в промежуточном ковше, под дейстВнвием силы тяжести вытекает через стакан в ковВнше и попадает в кристаллизатор, где начинаются кристаллизация и образование слитка.
Дальше металл с определенной скоростью вытягивается из кристаллизатора, проходит зону вторичного охлаждения и входит в ролики тянуВнщей клети, которые обеспечивают его непрерывВнное движение по технологической линии. ЗатверВндевший слиток после тянущей клети разрезается на заготовки заданной длины.
Основные особенности технологии разливки следующие.
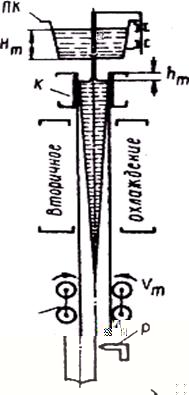
Рис.1. Технологическая схеВнма разливки меВнталла в крисВнталлизатор: ПК тАФ промежуточный ковш; К тАФ кристалВнлизатор; ТК - тянущая клеть; Р тАФ резак.
Технологический цикл имеет, как правило, поВнстоянную длительность и большую часть времеВнни процесс является стационарным. Только дважВнды, в начале разливки и в конце, имеет место нестационарный режим.
Переход от нестационарного режима к стациоВннарному можно охарактеризовать следующей сиВнстемой равенств:
 (1)
(1)
где HT и HЗ соответственно текущий и заданный уровень меВнталла в промежуточном ковше; VT и V3 тАФ скорости тянущей клети; hT и h3 тАФ уровни металла в кристаллизаторе. Считается, что на установке могут быть обеспечены заданные значения HЗ, V3 и h3.
Четвертое равенство, характеризующее состояние теплового баВнланса, не показано, поскольку, оно непринципиально для рассматВнриваемого случая.
Для подавляющего большинства МНЛЗ величины HЗ и h3 от разливки к разливке изменяются незначительно. Скорость v3 колеблется в 10 раз и более. Сечения кристаллизаторов также могут изменяться в больших пределах от 100X100 мм до 250Х 1600 мм (от 0,01 м2 до 0,4 м2), т. е. в 40 раз.
Однако изменения скорости v3 разливки и сечений кристаллиВнзаторов характерны для разных типов МНЛЗ, а не конкретных, Для конкретной МНЛЗ эти параметры почти неизменны или изВнменяются в более узких пределах, например, скорость тАФ в 2 раза, сечение тАФ в 4 раза.
Можно также отметить тенденцию к сохранению постоянства производительности МНЛЗ, т. е. сохраняется произведение
П = Vc тАв SK м3/мин,
где 1>с тАФ скорость движения слитка; SK тАФ сечение кристаллизатора.
При одинаковых объемах разливаемой стали это означает, что время разливки, а следовательно, и расходные характеристики стопорных пар ковшей не изменяются.
Кратко рассмотрим особенности применяемых стопорных пар промежуточных ковшей. Как правило, стаканы имеют комбинироВнванные внутренние стенки. Верхняя часть стакана выполняется по форВнме коноидальной насадки, которая позволяет избежать образования внутреннего сжатия струи, значиВнтельно уменьшает сопротивление стакана, а также увеличивает расВнход.
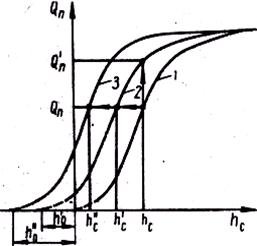
Рис. 2. Характеристика стоВнпорной пары:
Qn , hС , h'c , h"cтАФ координаВнты рабочей точки; Qn тАФ значение расхода при разлиВнве стопорной пары и фикВнсированном положении стопора;
h 0, hQ тАФ смещение коВнординаты положения стопоВнра при его закрытии.
Форма стопора в большинстве случаев определяется требованияВнми высокой стойкости при дросселиВнровании металла через стопорную пару.
Результирующая расходная хаВнрактеристика является сложной кривой. На ней можно выделить три основных участка (рис. 2).
Первый (нижний) характерен для случая сравнительно высокого сопротивления стопорной пары. Струя жидкого металла неплотная, имеет малую кинетическую энергию и тенденцию к периодическим двиВнжениям по стенкам стакана.
Второй (средний) характеризует резкое увеличение расхода через стопорную пару вследствие эффекта подсасывания стакана. Сопротивление стопорной пары остается сравнительно высоким, кинетическая энергия струи возрастает. Поэтому стопорная пара достаточно сильно подвержена разрушающему действию жидкого металла.
Третий (верхний) характеризует выход стопора из зоны интенВнсивного дросселирования. Сопротивление жидкому металлу уменьВншается. Струя почти полностью заполняет стакан, стопор не окаВнзывает никакого сопротивления потоку металла, и расход опредеВнляется только сечением стакана и гидростатическим напором (криВнвая переходит в прямую линию).
Для определения расхода при полностью открытом стопоре можно воспользоваться известной из гидравлики формулой
Qm =μSc 2gHT, (2)
2gHT, (2)
Где Sc тАФ сечение стакана;
g тАФ ускорение свободного падения.
Величина уровня металла в промежуточном ковше HПК должна отсчитываться от центра тяжести столба металла в стакане.
Как показывает опытная проверка, для спокойных марок стали в нормальных условиях разливки μ=0,9
Общая протяженность расходной характеристики для стопорВнной пары при наибольшей устойчивости размыву небольшая, около 15 мм. Из них на наиболее крутую и линейную часть приходится а.-7 мм. Изменяя геометрию и форму стопорной пары, можно расширить линейную часть, однако в процессе разливки при недостаточной стойкости огнеупоров могут произойти необратимые изменения конфигурации стопора и стакана и соответственно существенные искажения всей формы расходной характеристики.
Поэтому часто оказывается целесообразным выбрать такую форму дросселирующей пары, при которой ее геометрические разВнмеры в процессе разливки не изменяются. В этом случае вид кривой расходной характеристики также не изменяется, она только перемещается параллельно самой себе влево вдоль оси hC (криВнвые 1, 2, 3).
Все сказанное относится прежде всего к стопору, поскольку в основном он подвержен размыву струей металла. Положение усложняется, когда значительно размывается стакан.
Одним из важных моментов перехода к стационарному режиму разливки является правильный выбор положения рабочей точки на расходной характеристике. Кроме того, для обеспечения норВнмального режима дросселирования необходимо, чтобы это полоВнжение сохранялось фиксированным от разливки Вл разливке.
Выполнение этих требований создает дополнительные трудВнности, а иногда, при частом изменении заказов на слитки, оказыВнвается чрезвычайно сложным.
Действительно, для того чтобы рабочая точка при достижений стационарного режима находилась в заданном положении, необВнходимо:
1)строго соблюдать допуски на изготовление стаканов и стопоров;
2)сохранять постоянной производительность МНЛЗ при изменениях размеров слитка, когда сечения стаканов остаются неизменными;
3)стабилизировать заданное значение уровня металла в промежуточном ковше;
4)обеспечить постоянство вязкости стали в определенных пределах.
Одним из вариантов технологического режима является разВнливка через стакан без дросселирования, так называемая разливка
с дозатором. В этом случае стопор выводится из зоны дросселироВнвания и расход определяется в соответствии с формулой (2).
Такой режим применяется при получении слитков малых сечеВнний и обеспечивает хорошую струю металла <из промежуточного ковша. Соответствующим выбором материала огнеупора достигаВнется высокая стойкость стакана и отсутствие размыва. При такой разливке требования, перечисленные в пунктах 1, 3, ,4, остаются в силе. Невыполнение одного из них приводит к нарушению реВнжима разливки и может крайне неблагоприятно сказаться на каВнчестве слитка.
Рассмотренные технологические особенности разливки стали имеют большое значение для проектирования систем автоматизации МНЛЗ, в частности, системы автоматического регулирована уровня металла в кристаллизаторе. Одним из важных технологических требований является стабилизация уровня металла в кристаллизаторе, качество которой необходимо оценивать в первую очередь по амплитудному критерию.
Кроме того, с целью повышения надежности оборудовании необходимо обеспечить медленные (низкочастотные) колебаний уровня, чтобы повысить надежность оборудования. Поэтому лучшей является система, которая позволяет получить минимальные по амплитуде и частоте изменения уровня.
Величина уровня металла в кристаллизаторе связана с поступВнлением жидкой стали из промежуточного ковша (QП) и выходом слитка из кристаллизатора (QK). Уровень металла в кристаллизаторе будет неизменным, если в единицу времени будет поступать и выВнходить одинаковое количество стали, т. е.
QП тАФ QK = 0. (3)
Самые незначительные отклонения этой разности от нуля приВнведут к неограниченному повышению или понижению уровня меВнталла.
Величины QП и QK не зависят от уровня металла в кристаллиВнзаторе, поэтому рассматриваемый объект регулирования не облаВндает самовыравниванием. На низких частотах он описывается дифференциальным уравнением первого порядка. Решение уравнения показывает, что реакция на выходе (уровень металла в кристаллиВнзаторе) представляет собой интеграл от входной функции (соотВнношения расходов металла QП и QK). Таким образом, объект явВнляется интегрирующим и, следовательно, создает сдвиг по фазе между уходом и выходом  .
.
Для выполнения (3) необходимо воздействовать на QП или QK, т. е. изменить положение стопора или скорость вытягивания слитВнка. В небольших пределах изменение может быть достигнуто за счет повышения или понижения уровня металла в промежуточном ковше.
Анализ возмущающих воздействий показывает, что в стационарном режиме разливки нет интенсивных возмущений.
Незначительные изменения QK вызываются возмущениями по нагрузке на тянущую клеть, при которых скорость вытягивания слитка может изменяться не более чем на 5%.
Изменения QK могут быть вызваны колебаниями уровня металВнла в промежуточном ковше, а также размывом стопора. Оба возВнмущения являются низкочастотными, т. е. медленно изменяют знаВнчение QK, при этом величина влияния на условия разливки перВнвого незначительна.
Таким образом, основной задачей является обеспечение высоВнкой устойчивости в системе автоматического регулирования уровВння путем применения соответствующих регуляторов.
С этой точки зрения системы автоматического регулирования со стопором или тянущей клетью имеют несколько разные возможВнности.
Выше отмечалось, что при размыве стопора расходная харакВнтеристика смещается. Изменения расхода, связанные с этим смеВнщением, могут быть весьма большими.
При использовании пропорционального регулятора из-за сущеВнственной нелинейности расходной характеристики, а также интеВнгрирующих свойств объекта для получения достаточного запаса устойчивости приходится снижать коэффициент усиления. Это в свою очередь приводит к значительному увеличению статичеВнской ошибки.
Для уменьшения статической ошибки необходимо ввести корВнрекцию по интегралу. Однако при этом снижается запас устойчивости и в системе возникают колебания. Таким образом, значиВнтельное смещение расходной характеристики тАФ явление весьма нежелательное, однако избежать его в системе со стопором пракВнтически невозможно.
В системе регулирования уровня металла стопором имеются и другие трудности. Это высокий коэффициент регулирующего органа (стопорной пары) и значительные его изменения при измеВннении положения рабочей точки на расходной характеристике. Первое, как известно, в системах регулирования нежелательно, так как требует высокой точности работы регулирующего прибора, исполнительного механизма и регулирующего органа. Кроме того; не допускаются запаздывание, гистерезис, зона нечувствительВнности.
Практически это означает необходимость выполнения достаточВнно высоких требований для элементов системы, что, естественно, удорожает их изготовление и эксплуатацию. Если добавить к этоВнму, что исполнительный механизм и регулирующий орган (стопорный механизм) работают в условиях резкого перепада температур, то станут ясными технические трудности выполнения системы.
Не менее существенным в этих условиях является стабильность общего коэффициента усиления в системе, величина которого зависит от положения рабочей точки на расходной характеристике. Изменение ее положения может привести к резкому ухудшению процесса регулирования. Поэтому во время разливки недопустимо понижение уровня в промежуточном ковше ниже определенного значения, а также повышение скорости разливки выше рабочей для данного сечения слитка.
В системе с тянущей клетью можно получить более высокий запас устойчивости, что объясняется следующим: во-первых, харакВнтеристики в системе являются линейными в широком диапазоне величин сигналов, что позволяет увеличить коэффициент усилеВнния пропорциональной части регулятора; во-вторых, вследствие высокой стойкости стакана изменения расхода незначительны, и, следовательно, статическая ошибка ограничена. Введение инВнтеграла в закон регулирования ухудшает запас устойчивости системы несущественно.
Рассмотрим еще один момент, важность и влияние которого одинаковы для систем регулирования со стопором и тянущей клетью, а именно, работу систем при изменении сечений разливаеВнмых слитков, т. е. при изменении поперечных размеров кристаллиВнзаторов. Частота такой смены может быть различной (несколько раз в день, один раз в неделю, месяц, год).
Интерес представляет прежде всего частая смена сечений, так как это наиболее сложный и общий случай. Уже отмечалось, что для МНЛЗ одного типа площади сечения слитков могут изменяться, примерно в 4 раза. Дальнейшее расширение диапазона сечений - нецелесообразно по технологическим и конструктивным соображеВнниям, поэтому названную величину можно считать предельной,
Известно, что чувствительность объекта к возмущению обратВнно пропорциональна площади поперечного сечения резервуара, т. е. коэффициенту емкости. Чем больше площадь сечения, тем больше коэффициент емкости и тем меньше чувствительность объекта к возмущению. Это означает, что коэффициент усиления в системе автоматического регулирования также изменяется в 4 раза.
В связи с этим могут быть применены различные способы, стаВнбилизирующие работу систем, однако наиболее простым является улучшение фазовых характеристик систем регулирования и повыВншение общего коэффициента усиления без изменения запаса устойчивости.
Если такая настройка будет выполнена для самого высокого коэффициента усиления в системе, то снижение его в 4 раза только увеличит запас устойчивости. При этом качество регулирования останется достаточно высоким, так как одновременно с понижеВннием коэффициента усиления чувствительность уровня к возмуВнщениям уменьшается.
Хорошие результаты можно получить, используя другие варианВнты компромиссной настройки, а также ступенчатое изменение коэффициента усиления при переходе от одного диапазона сечения к другому.
Применение системы автоматического регулирования уровня металла в кристаллизаторе при получении слитков малых сечений не встречает особых трудностей.
Увеличение коэффициента усиления в системе, связанное с уменьшением сечения кристаллизатора, может быть скомпенсиВнровано. В системе со стопором частичная компенсация происходит в связи с уменьшением диаметра стакана, так как для малых сеВнчений производительность машин МНЛЗ все-таки снижается. РасВнходная характеристика становится более пологой.
При стабилизации уровня с помощью тянущей клети снижение коэффициента усиления может быть достигнуто за счет регулируюВнщего органа.
В обоих случаях выбор требуемого коэффициента усиления можно осуществить с помощью регулирующего прибора. Тем не менее хорошее качество регулирования уровня может быть достигВннуто только за счет улучшения фазовых характеристик, поэтому целесообразно применение корректирующих цепей.
В статье рассмотрены в основном все особенности систем автоматического регулирования металла в кристаллизаторе, вытекающие из технологических режимов работы МНЛЗ, применяемых в настоящее время.
Выводы из вышеизложенного могут быть следующие.
1)В силу широкого диапазона технологических режимов работы МНЛЗ, а также конструктивных решений оборудования в настоящее время применяются системы автоматического регулирования с использованием стопора и тянущей клети. Это необходимо учитывать при проектировании систем.
2)Системы автоматического регулирования должны предусматривать особенности технологических режимов и конструкцию оборудования и обладать необходимой для этой цели универсальностью.
3)Анализ особенностей в системах регулирования со стопором и тянущей клетью показывает, что правильным и возможным для реализации универсальности является применение вариантных решений проектирования с использованием типовой аппаратуры.
Способы измерения уровня жидкого металла в кристаллизаторе МНЛЗВ последнее время разработаны новые методы непрерывной разливки стали, в соответствии с которыми разливаемый металл до образования наружной корки не подвергается воздействию окВнружающей атмосферы. Предложены две технологиВнческие схемы разливки: под некоторым избыточВнным давлением нейтрального газа и с вакуумированием металла непосредственно в потоке.[2]
При разливке под давлением в среде заВнщитного газа исключается возможность интенВнсивного окисления металла кислородом окружаВнющей атмосферы; при разливке под разрежением, кроме того, удается выделить и удалить из разВнливаемого металла нежелательные газовые компоВннентыВ»
Однако осуществление предложенных схем в связи с необходимостью тщательной герметиВнзации всего тракта разливки требует усложнения конструкции машин и полной автоматизации сисВнтемы управления, поскольку в этом случае ручное управление практически исключается.
В условиях избыточного давления нейтральВнного газа между промежуточной емкостью и криВнсталлизатором важное значение приобретает стабилизация уровня жидкого металла в кристаллиВнзаторе.
Вместе с этим смотрят:
11-этажный жилой дом с мансардой
14-этажный 84-квартирный жилой дом
16-этажный жилой дом с монолитным каркасом в г. Краснодаре
180-квартирный жилой дом в г. Тихорецке
2-этажный 3-секционный 18-квартирный жилой дом в г. Мирном