Клепочное соединение
Муниципальная средне образовательная
 Школа №15 класс 9 ВлаВ»
Школа №15 класс 9 ВлаВ»
РЕФЕРАТ
На тему: Клепочное соединение
Выполнил: Разумный Сергей
Проверил: Куртекова Е .Г
П Л А Н.
1 Общие сведения.
2 Типы заклепок.
3 Виды заклепочных соединений.
5 Чертежи
Литература, используемая во время создания реферата.
1 Токарное дело с основами материаловедения. Н.И. Макиенко


Клепкой называется процесс соединения двух или нескольких деталей при помощи заклепок. Этот вид соединения относится к группе неразъемных , так как разъединение склепанных деталей возможно только путем разрушения
соответствующих частей заклепок.
Заклепочные соединение широко применяют при изготовление металлических конструкций мостов, ферм, рам, балок, а также в котлостроении, самолето-
строении.
Процесс клепки состоит из следующих основных операций:
1 Образование отверстия под заклепку в соединяемых деталях сверлением или
пробивкой ;
2 Образование гнезда под закладную головку заклепки (при потайной клепке );
3 Вставка заклепок в отверстия;
4 Образование замыкающей головки заклепки, т . е собственно клепка.
Клепка разделяется на холодную, т.е. выполняемою без нагрева заклепок, и
горячую, при которой стальные заклепки перед подстановкой их на место нагревают до 1000-1100`C. Практикой выработаны следующие рекомендации по применению холодной и горячей клепки в зависимости от диаметра закле-
пок :
до d=8 мм тАУ только холодная клепка ;
при d>12 мм тАУ только горячая .
Преимущества горячей клепки заключается в том, что стержень лучше запол-
няет отверстие в склепываемых деталях, а при охлаждении заклепка лучше стягивает их . Образование замыкающей головке может происходить при быстром (ударная клепка) и при медленном (прессовая клепка) воздействии
сил.
Клепка может быть ручная и машинная при которой используются стацилнар-
ные клепательные машины (прессы). Однако клепанные соединения имеют ряд существенных недостатков основными из которых являются увеличение веса клепанных конструкций; ослабление склепываемого материала в местах
образования отверстий под заклепки; значительное число технологических операций необходимых для выполнения заклепочного соединения, (сверление или пробивка отверстий, зенкование или штамповка гнезд род потайную голо
вку, вставка заклепок и собственно клепка); значительный шум и вибрация
(колебание)при работе ручными пневматическими молотками, вредно влияют
на организм человека.
--2-
З аклепка тАУ это цилиндрический металлический стержень с головкой (закла-
аклепка тАУ это цилиндрический металлический стержень с головкой (закла-
дкой) на одном конце. Соединение деталей осуществляется деформированием
(расклепыванием) выступающего стержня заклепки, из которого образуется другая головка ,( замыкающая).
По форме головок различают: заклепки с полукруглой высокой головкой
(рис.1) с диаметром стержня от 2 до 36 мм и длинной от 2 до 180 мм; закле- пки с полукруглой низкой головкой (рис 2) с диаметром стержня от 2 до10мм
и длинной от 4 до 50 мм; заклепки с плоской головкой (рис3) со стержнем ди-
аметром от 2 до 36 мм и длинной от 4 до 180мм; заклепки с потайной голов-
кой (рис 4) со стержнем диаметром от 1 до 36 мм и длинной от 3 до 210 мм.
Как правило заклепки делают из такой же стали что и соединяемые детали; в
Противном случае возможно появление коррозии и разрушение места соеди
нения.

Один или несколько рядов заклепок, расположенных в определенном порядке
для получения неразъемного соединения, называется заклепочным швом.
В зависимости от характеристики и названия заклепочного соединения закле-
почные швы делятся на при группы:
1.Прочные
2.Плотные
3.Прочно плотные.
Прочный шов применяют для получения соединения повышенной прочности.
Прочность шва достигается тем, что он имеет несколько рядов заклепок.
Эти швы применяются при клепке балок, колонн, мостов и других металличес
ких конструкций. Плотный шов применяют для получения достаточного плотной и герметичной конструкции.Соединения с плотным швом обычно вы-
полняются методом холодной клепки. Для достижения герметичности шва применяются разного вида прокладки из бумаги, ткани, пропитанной олифой
или суриком. Эти швы применяются при изготовлении резервуаров в высоким
внутренним давлением.
Прочно- плотный шов применяют для получения прочного и вместе с тем не проницаемого для пара, газа, воды и других соединений жидкостей, например
В паровых котлах и различных резервуарах с высоким внутренним давлением.
Прочно - плотные швы выполняют горячей клепкой при помощи клепальных машин.

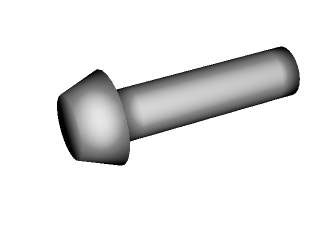
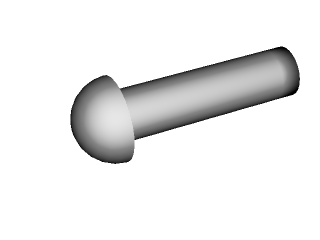
Рис 4 рис 3 рис 1

Рис 2
Вместе с этим смотрят:
11-этажный жилой дом с мансардой
14-этажный 84-квартирный жилой дом
16-этажный жилой дом с монолитным каркасом в г. Краснодаре
180-квартирный жилой дом в г. Тихорецке
2-этажный 3-секционный 18-квартирный жилой дом в г. Мирном