Печатные платы
Термин "технология" происходит от двух греческих слов: tecoh тАУ искусство, мастерство, умение и logoz тАУ наука. В производственных процессах он применяется для обозначения технологических процессов: операционных, маршрутных, полных, а также методов и способов их выполнения.
Интегральная схема (микросхема) ВнтАУВнВнВн микроэлектронное издеВнлие, выполняющее определенную функцию преобразования, обВнработки сигнала, накапливания информации и имеющее высокую плотность электрически соединенных элементов (или элементов и компонентов), которые с точки зрения требований к испытаниВням, приемке, поставке и эксплуатации рассматриваются как едиВнное целое.
Важным показателем качества технологии и конструкции ИС является плотность упаковки элементов на кристалле тАУ число элементов, приходящихся на единицу его площади. Кроме уменьВншения размеров элементов для повышения плотности элементов на кристалле используется совмещение нескольких (обычно двух) функций некоторыми областями полупроводникового кристалла, а также трехмерные структуры, разделенные диэлектрическими проВнслойками.
Конструктивно-технологическая классификация ИС отражает способ изготовления и получаемую при этом структуру. По этому критерию различают полупроводниковые и гибридные ИС. В полуВнпроводниковых ИС все элементы и межэлементные соединения изВнготовлены в объеме и на поверхности полупроводника. В гибридных ИС на диэлектрической подложке изготовляются пленочные пассивВнные элементы (резисторы, конденсаторы) и устанавливаются навеВнсные активные и пассивные компоненты. Промежуточным типом ИС являются совмещенные интегральные схемы, в которых транзисторы изготовляВнются в активном слое кремния, а пленочные резисторы и диоды ВнтАУ как и проводники на изолирующем слое двуокиси кремния.
По типу применяемых активных элементов (транзисторов) интеВнгральные схемы делятся на ИС на биполярных транзисторах (бипоВнлярных структурах) и ИС на МДП-транзисторах (МДП-структурах).
Данная работа посвящена описанию основных технологических операций производства интегральных микросхем:
В· выращивание монокристаллов;
В· изготовление пластин;
В· обработка поверхности пластин;
В· 4
В· 5
В· 6
В· 7
В· 8
В· 9
В· 10
1 Выращивание монокристаллов
Качество полупроводниковых приборов в значительной степени зависит от качества исходных полупроводниковых материалов. Поэтому создание полупроводниковой интегральной схемы начинается с изготовления монокристаллических слитков полупроводников. Особую проблему при этом представляет их очистка от примесей.
 В настоящее время для промышленного изготовления большинства полупроводниковых микросхем применяют кремний. Это объясняется тем, что кремний по сравнению с также хорошо изученным и освоенным полупроводниковой промышленностью германием обладает рядом преимуществ. Так, кремний имеет большую ширину запрещенной зоны, что обеспечивает более широкий интервал рабочих температур, меньшие обратные токи переходов и меньшую их зависимость от температуры, а также позволяет изготавливать резисторы с большими значениями сопротивлений, слабо зависящими от тока утечки. Кремниевые переходы имеют большие пробивные напряжения, их пробой наступает при больших температурах. Кроме того, кремний является самым распространенным в природе элементом после кислорода. Содержание кремния в земной коре составляет по массе 27,7 %, что обеспечивает неограниченную возможность расширения его производства по сравнению с другими полупроводниками, относящимися к рассеянным элементам. Помимо дешевизны и недефицитности, кремний обладает существенно большим значением напряжения образования дислокаций, чем другие полупроводники. Это делает возможным выращивание бездислокационных монокристаллических слитков диаметром до 150 мм и более с массой более 100 кг. Известно несколько способов получения монокристаллических слитков, основанных на следующем принципе.
В настоящее время для промышленного изготовления большинства полупроводниковых микросхем применяют кремний. Это объясняется тем, что кремний по сравнению с также хорошо изученным и освоенным полупроводниковой промышленностью германием обладает рядом преимуществ. Так, кремний имеет большую ширину запрещенной зоны, что обеспечивает более широкий интервал рабочих температур, меньшие обратные токи переходов и меньшую их зависимость от температуры, а также позволяет изготавливать резисторы с большими значениями сопротивлений, слабо зависящими от тока утечки. Кремниевые переходы имеют большие пробивные напряжения, их пробой наступает при больших температурах. Кроме того, кремний является самым распространенным в природе элементом после кислорода. Содержание кремния в земной коре составляет по массе 27,7 %, что обеспечивает неограниченную возможность расширения его производства по сравнению с другими полупроводниками, относящимися к рассеянным элементам. Помимо дешевизны и недефицитности, кремний обладает существенно большим значением напряжения образования дислокаций, чем другие полупроводники. Это делает возможным выращивание бездислокационных монокристаллических слитков диаметром до 150 мм и более с массой более 100 кг. Известно несколько способов получения монокристаллических слитков, основанных на следующем принципе.
Растворимость большинства примесей гораздо больше в жидкой фазе, чем в твердой. Поэтому если постепенно охлаждать расплавленный полупроводник, то в затвердевшей части будет меньше примесей, чем в оставшейся жидкой части, словно примеси оттесняются в жидкую фазу. Отрезая же от полностью затвердевшего слитка ту часть, которая затвердела последней (и в которой, соответственно, сконцентрирована основная масса примесей) и повторяя операцию несколько раз, можно получить очень чистый материал. В рамках данной работы остановимся на двух методах: методе Чорхальского и зонной плавке.
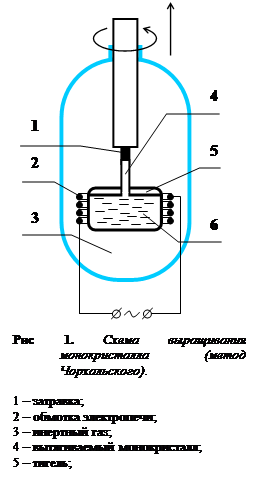
1.1 Метод Чорхальского
Схема процесса изображена на рис 1. В расплавленное нагревателем вещество, которое наВнходится в тигле и имеет температуру, близкую к температуре плавления, опускают монокристаллическую затравку того же состава, что и расплав. Далее приВнводится в действие механизм подъема и вращения затравки; при этом затравка смаВнчивается расплавом и увлекает его вверх, вследствие чего расплав на затравке нараВнстает в виде кристаллической фазы. Метод обеспечивает получение полупроводниВнкового материала в форме совершенных монокристаллов с определенной кристалВнлической ориентацией и минимальным числом дефектов. Нагреватель может быть резистивным, высокочастотным, электронно-лучевым.
При этом необходимо выдерживать должный температурный режим на поверхности соприкосновения кристалл-расплав, скорость вращения стержня и скорость вытягивания. Вращение стержня обуславливает перемешивание расплава, а также вывод дислокаций за пределы кристалла. Процесс производится в атмосфере инертных газов или водорода, которые также должны быть достаточно чистыми.
1.2 Метод зонной плавки (метод перекристаллизации)
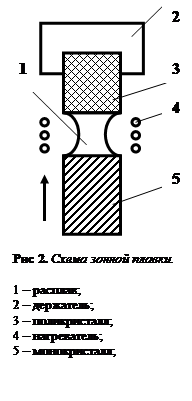 На рис 2 показана схема безтигельной вертикальной зонной плавки. Достоинством метода является совмещение процесса глубокой очистки полуВнпроводника с последующим выращиваниВнем его монокристалла. Отливка в форме стержня из предварительно очищенного и легированного поликристаллического полупроводника прикрепляется одним концом к затравочному кристаллу. Небольшая зона контакта на границе затравочного кристалла разогревается до температуры плавления полем высокой частоты или электронным пучком и медленно сдвигается к противоположному концу стержня. На затравочной стороне происходит отвердение кремния в виде монокристалла. Как уже было сказано, большинство примесей обладают хорошей растворимостью в жидкой фазе по сравнению с твердой. Поэтому по мере продвижения зона плавления все больше насыщается примесями, которые по завершении процесса концентрируются на конце слитка. Обычно проВнцесс зонной плавки повторяют несколько раз, по окончании очистки загрязненный конец слитка отрезают.
На рис 2 показана схема безтигельной вертикальной зонной плавки. Достоинством метода является совмещение процесса глубокой очистки полуВнпроводника с последующим выращиваниВнем его монокристалла. Отливка в форме стержня из предварительно очищенного и легированного поликристаллического полупроводника прикрепляется одним концом к затравочному кристаллу. Небольшая зона контакта на границе затравочного кристалла разогревается до температуры плавления полем высокой частоты или электронным пучком и медленно сдвигается к противоположному концу стержня. На затравочной стороне происходит отвердение кремния в виде монокристалла. Как уже было сказано, большинство примесей обладают хорошей растворимостью в жидкой фазе по сравнению с твердой. Поэтому по мере продвижения зона плавления все больше насыщается примесями, которые по завершении процесса концентрируются на конце слитка. Обычно проВнцесс зонной плавки повторяют несколько раз, по окончании очистки загрязненный конец слитка отрезают.
Обычно изготовляВнют монокристаллы с равномерным распреВнделением легирующей примеси (донорной или акцепторной). Легирование кремния или германия элементами осуществляется введением в расплав соответствующей примеси. Таким образом, слитки могут иметь электронную электропроводность (n-тип) или дырочную (р-тип). МаксимальВнная длина может достигать 100, 150 см, а диаметр слитка до 150 мм и более.
2 Изготовление пластин
Полученные путем метода Чорхальского и метода зонной плавки массивные монокристаллические слитки непосредственно не используются. Их нарезают на множество тонких пластин, на основе которых уже изготавливаются отдельные интегральные микросхемы.
Механическая обработка полупроводников затруднена их высокими твердостью и хрупкостью. Использовать обычные методы механической обработки, применяемые в металлообрабатывающей промышленности, такие, например, как прокатка, штамповка, вырубка, нельзя. Для изготовления пластин из монокристаллических слитков применяют метод абразивной обработки, т.е. обработки более твердым, но менее хрупким, чем обрабатываемая поверхность, материалом, а также другие эффективные методы.
Перед началом резки слиток необходимо прочно закрепить на неподвижном основании, причем очень важно обеспечить точное расположение слитка относительно полотен или дисков с тем, чтобы пластины имели необходимую кристаллографическую ориентацию. Как правило, пластины нарезаются в плоскости <111> или <100>.
 Наиболее распространенным способом крепления является закрепление с помощью различных наклеечных материалов, например, воска, канифоли, шеллака, глифталевой смазки, клея БФ, эпоксидных смол и крепежных мастик на их основе. Наклеечное вещество расплавляется и наносится на заготовки и крепежные приспособления и, застывая, скрепляет их в заданном положении.
Наиболее распространенным способом крепления является закрепление с помощью различных наклеечных материалов, например, воска, канифоли, шеллака, глифталевой смазки, клея БФ, эпоксидных смол и крепежных мастик на их основе. Наклеечное вещество расплавляется и наносится на заготовки и крепежные приспособления и, застывая, скрепляет их в заданном положении.
После механической обработки материал нагревают, расплавляя наклеечный материал. Затем заготовки отмывают от наклеечного материала в специально подобранных растворителях. Для закрепления на держателе рабочего стола слиток сначала ориентированно приклеивают к специальной оправке торцом или цилиндрической поверхностью, а слитки большого диаметра ВнВнтАУ одновременно торцевой и цилиндрической поверхностями (рис 4).
Держатель рабочего стола станка с помощью поворотной головки позволяет поворачивать слиток и устанавливать его относительно плоскости отрезного круга так, чтобы получить пластины с заданной ориентацией поверхности.
Обычно, резка слитка на пластины осуществляется либо с помощью комплекта тонких длинных стальных полотен, либо с помощью "алмазных дисков".
2.1 Резка стальными полотнами и дисками
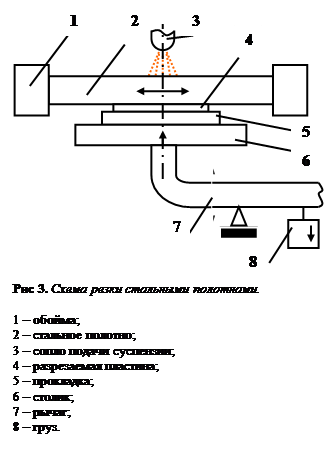
На рис 3 показана схема резки стальными полотнами или наборами полотен с использованием абразивной суспензии. Этот метод применяется в лабораторных условиях для сквозного разделения пластин и подложек. Метод не обеспечивает высокой производительности и качества. Точность размеров кристаллов невысокая из-за неравномерности натяжения полотен в обойме, их вибрации, неравномерности износа. Абразивная суспензия загрязняет структуры.
Первоначально широкое применение в промышленности имела резка металлическими дисковыми пилами с применением абразивной суспензии. Это объясняется простотой и доступностью этого метода резания. Однако в настоящее время его применяют только в случае резки пластин на кристаллы. Принцип резки практически тот же, что и при резке стальными полотнами. В зону резания подают абразивную суспензию, которая, ускоряясь за счет вращения диска, с силой ударяет в обрабатываемый материал и откалывает от него микрочастицы. Процесс резания ускоряют частицы абразива, постепенно обновляемые в зазоре между металлическим диском и полупроводниковой пластиной. Абразивная суспензия достаточно хорошо отводит тепло из зоны резания и специального охлаждения не требует.
Жесткость металлических дисков, как правило изготавливаемых из стальных холоднокатных лент, недостаточна для резания слитков на пластины, и удовлетворительное качество резания достигается только при небольших глубинах резания, как было указано выше, при резании на кристаллы. Абразивные порошки изготавливаются из карбида бора В4С3, карбида кремния SiC, и электрокорунда Al2O3. По размерам зерна абразивные порошки подразделяются на четыре группы:
В· шлифзерно;
В· шлифпорошки;
В· микропорошки;
В· тонкие микропорошки.
2.2 Резка диском с наружной алмазной кромкой
Резание диском с наружной алмазной кромкой обладает по сравнению с процессом резания диском с применением абразивной суспензии более высокой производительностью и позволяет разделять толстые, а следовательно большого диаметра, пластины, обеспечивает воспроизводимые размеры и форму кристаллов и плат со строго вертикальными боковыми гранями, а также большой выход годных структур, достигающий 98 ¸ 100 %. Схема процесса изображена на рис 4.
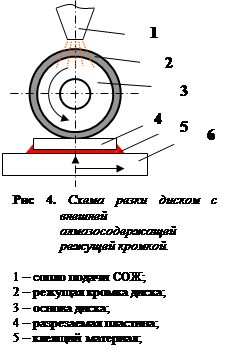 Диск закрепляется на шпинделе станка своей центральной частью. Такое закрепление не обеспечивает высокой жесткости диска. Жесткость режущей кромки обеспечивается его конструкцией. Режущая кромка выступает за наружный диаметр прижимных фланцев не более чем на 1,5 глубины резания. Алмазоносный режущий слой на металлический диск наносится с помощью специальной связки. Из всех видов связок (органическая, керамическая, металлическая) только металлическая связка полностью обеспечивает прочность сцепления алмазосодержащего слоя с металлическим диском и хорошую самозатачиваемость в процессе резания. Рекомендуемые режимы резки для слитков кремния: частота вращения диска тАУ 5000 ¸ 8000 об/мин, скорость продольной подачи слитка тАУ 30 ¸ 60 мм/мин, расход СОЖ около 3 л/мин. Натяжение диска периодически контролируется с помощью электронного прибора и регулируется не менее одного раза за рабочую смену. Перед началом каждой резки диск проверяют на степень выработанности алмазной кромки, отсутствие трещин, задиров. Для точности размеров отрезаемых пластин, качества их поверхности и ширины реза важна правильная установка диска на барабан режущего станка. В процессе резки диск не должен вибрировать и отклоняться от плоскости. Охлаждение при резке осуществляется путем подачи СОЖ.
Диск закрепляется на шпинделе станка своей центральной частью. Такое закрепление не обеспечивает высокой жесткости диска. Жесткость режущей кромки обеспечивается его конструкцией. Режущая кромка выступает за наружный диаметр прижимных фланцев не более чем на 1,5 глубины резания. Алмазоносный режущий слой на металлический диск наносится с помощью специальной связки. Из всех видов связок (органическая, керамическая, металлическая) только металлическая связка полностью обеспечивает прочность сцепления алмазосодержащего слоя с металлическим диском и хорошую самозатачиваемость в процессе резания. Рекомендуемые режимы резки для слитков кремния: частота вращения диска тАУ 5000 ¸ 8000 об/мин, скорость продольной подачи слитка тАУ 30 ¸ 60 мм/мин, расход СОЖ около 3 л/мин. Натяжение диска периодически контролируется с помощью электронного прибора и регулируется не менее одного раза за рабочую смену. Перед началом каждой резки диск проверяют на степень выработанности алмазной кромки, отсутствие трещин, задиров. Для точности размеров отрезаемых пластин, качества их поверхности и ширины реза важна правильная установка диска на барабан режущего станка. В процессе резки диск не должен вибрировать и отклоняться от плоскости. Охлаждение при резке осуществляется путем подачи СОЖ.
2.3 Резка диском с внутренней алмазной кромкой
 В настоящее время способ резания диском с внутренней режущей алмазной кромкой является наиболее перспективным и прогрессивным из всех существующих. Этим способом можно производить самые универсальные процессы резания слитков на пластины до резания пластин на отдельные кристаллы. Основой диска служит стальная фольга толщиной 0,1 ¸ 0,2 мм. Алмазосодержащую режущую кромку на металлическую основу наносят гальваническим способом, применяя в качестве связки никель.
В настоящее время способ резания диском с внутренней режущей алмазной кромкой является наиболее перспективным и прогрессивным из всех существующих. Этим способом можно производить самые универсальные процессы резания слитков на пластины до резания пластин на отдельные кристаллы. Основой диска служит стальная фольга толщиной 0,1 ¸ 0,2 мм. Алмазосодержащую режущую кромку на металлическую основу наносят гальваническим способом, применяя в качестве связки никель.
Механизм резки состоит в хрупком разрушении обрабатываемой поверхности под действием нормальных усилий и в срезании микровыступов закрепленными в режущей кромке алмазными зернами (тангенциальные усилия). Нормальные усилия, передаваемые от диска через зерна алмаза на слиток, вызывают появление микротрещин, которые, увеличиваясь в процессе отрезания пластины, распространяются вглубь, смыкаются, образуя выколки. Затем эти выколки выкрашиваются и удаляются из зоны обработки. Помимо прочего, СОЖ, проникая в микротрещины обрабатываемой поверхности и оказывая капиллярное расклинивающее действие, интенсифицирует процесс резки. С увеличением частоты вращения диска нормальные и тангенциальные усилия уменьшаются, что повышает качество обработки поверхности и за счет уменьшения деформаций диска улучшает параллельность сторон пластин. Вместе с тем увеличение частоты вращения диска повышает производительность процесса. Однако, увеличение частоты вращения диска свыше 5000 об/мин вызывает возрастание вибрации станка и температуры в зоне резания. Схема процесса резки представлена на рис 5. К преимуществам резки диском с внутренней алмазной кромкой относятся высокая скорость резания (до 40 мм/мин), хорошее качество обработки поверхности (8 класс шероховатости), малый разброс по толщине пластин (В±20 мкм), небольшие отходы материала.
Недостатки резки: сложность установки алмазного диска, его натяжения и центровки, зависимость качества и точности обработки от точности и качества инструмента.
2.4 Резка при помощи ультразвука
Одной из новейших технологий является резание при помощи ультразвуковых колебаний частиц абразива. Ультразвуковая резка применяется при обработке полупроводниковых пластин в тех случаях, когда необходимо получить кристаллы сложной конфигурации и заданного профиля.
На рис 6 показана схема процесса. Под режущую кромку инструмента подается абразивная суспензия. Торец инструмента помещается на небольшом расстоянии от обрабатываемой поверхности, что необходимо для достижения акустического контакта. Частицы абразивного вещества под влиянием ультразвуковой энергии, приобретаемой с инструмента, приобретают колебательное движение. Это движение вызывается способностью ультразвуковых волн при распространении в упругих средах (а абразивная суспензия есть упругая среда) вызывать разрежение и сгущение этих сред. В результате разрежения в абразивной  суспензии образуются кавитационные пузырьки, которые в момент исчезновения создают большие давления.
суспензии образуются кавитационные пузырьки, которые в момент исчезновения создают большие давления.
Благодаря кавитационным явлениям частицы абразива с силой ударяются в обрабатываемый материал и выбивают из него микрочастицы. Поскольку в этом участвует большое количество частиц абразива, а частота ударов равна частоте ультразвука, то, не смотря на незначительные размеры откалываемых частиц, процесс резки происходит быстро (около 1 мм/мин). Так как инструменту можно придать любую форму, то при помощи этого метода можно вырезать детали любой конфигурации.
Станки для ультразвуковой резки обычно выполняют в виде двух отдельных частей: магнитостриктора и усилителя ультразвуковых колебаний.
2.4 Лазерное разделение пластин
Разделение с помощью лазерного излучения относится к бесконтактным способам, при которых отсутствуем механическое воздействие на обрабатываемый материал. Разделение можно выполнить либо с предварительным получением рисок (лазерное скрайбирование), либо путем сквозного прохода всей толщи материала (лазерная резка). Образование рисок происходит в результате испарения материала сфокусированным лазерным лучом большой мощности. При сквозной резке имеет место также и плавление.
С помощью лазерного луча можно производить резку сквозь слой оксида или металла. Благодаря отсутствию механического воздействия отсутствуют микросколы и микротрещины. Оплавление материала по краям риски уменьшает вероятность отслаивания пленочных покрытий. Кристаллографическая ориентация не оказывает влияния на качество разделения и форму кристаллов. Получаемые кристаллы имеют практически вертикальные боковые поверхности, что весьма облегчает автоматическую сборку.
К недостаткам лазерного разделения относятся: высокая стоимость и сложность оборудования, необходимость защиты поверхности специальной пленкой от загрязнений продуктами испарения и расплавления, возникновение зон со структурными нарушениями кремния.
Лазерное скрайбирование применяется в крупносерийном производстве для разделения пластин кремния диаметром до 76 мм. Арсенид галлия нельзя скрайбировать лазерным лучом из-за выделения токсичных соединений мышьяка.
3 Обработка поверхности пластин
Полученные полупроводниковые пластины нельзя сразу использовать для производства интегральных микросхем. Сначала они должны пройти предварительную обработку.
Поверхность пластин после резки весьма неровная: размеры царапин, выступов и ямок иногда намного превышают размеры будущих структурных элементов. Поэтому перед началом основных технологических операций пластины многократно шлифуют, а затем полируют. Цель шлифовки помимо удаления механических дефектов состоит также в том, чтобы обеспечить необходимую толщину пластины (200 ¸ 300 мкм), недостижимую при резке и параллельность плоскостей.
3.1 Шлифовка
Под шлифованием понимают процесс обработки поверхностей заготовок на твердых дисках тАУ шлифовальниках из чугуна, стали, латуни, стекла и других материалов с помощью инструментов тАУ шлифовальников и абразивной суспензии (обработка свободным абразивом) или с помощью алмазных шлифовальных кругов (обработка связанным абразивом).
Раньше в большинстве случаев шлифовка была односторонней, т.е. каждая из двух плоскостей пластины шлифовалась отдельно. Однако современная технология промышленного производства предусматривает двусторонню шлифовку пластин кремния свободным абразивом (рис 7). По сравнению с другими методами такое шлифование более производительно, обеспечивает высокую точность обработки поверхностей, не требует наклейки пластин. Остаточные механические напряжения распределены более равномерно, что позволяет получать пластины с меньшим изгибом.
|
| 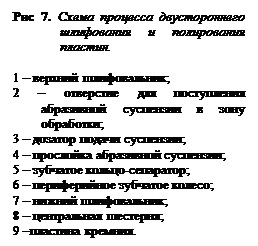 |
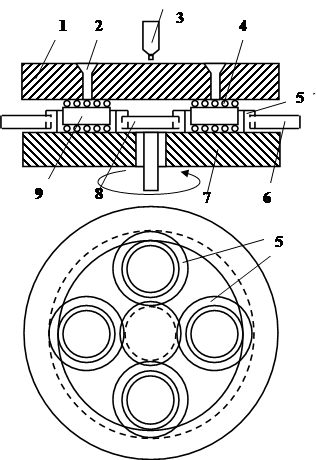
Подаваемая через верхний шлифовальник суспензия равномерно окружает все пластины, образуя прослойку между шлифовальниками и обрабатываемыми поверхностями. При работе станка движение верхнего шлифовальника и кассет для пластин-сепараторов передается зернам абразива. Свободно перемещаясь и переворачиваясь они создают определенное давление на обрабатываемые поверхности. Это приводит к появлению микротрещин и микровыколок, которые отрываются от поверхности и уносятся в сборник с отработанной суспензией.
Движение шлифовальника через цевочные колеса передается сеператорам. Пластины, увлекаемые сепараторами, совершают сложные перемещения между шлифовальниками, чем достигается равномерность их обработки и износа шлифовальников. Шлифование проводят в несколько этапов, постепенно уменьшая зернистость абразива.
По окончании шлифовки на поверхности все же остается механически нарушенный слой толщиной до нескольких микрон и выше, под которым расположен еще более тонкий, так называемый "физически нарушенный" слой. Последний характерен наличием "незримых" искажений кристаллической решетки и механических напряжений, возникающих в процессе шлифовки.
Удаление обоих нарушенных слоев и снижение неровностей поверхности до уровня, свойственного оптическим системам и составляющего сотни, а иногда десятки ангстрем осуществляется обезжириванием и полировкой.
3.2 Обезжиривание поверхности
Как уже было сказано, поверхность отшлифованной пластины не удовлетворяет качеством. Для ее доводки необходимо удалить молекулярные органические и химически связанные с поверхностью загрязнения, а затем тАУ остаточные ионные и атомарные. Для этого применяют обезжиривание поверхности.
Обезжиривание (отмывка) в органических растворителях (толуоле, дихлорэтане, спиртах: этиловом, метиловом и др) применяется для удаления с поверхности пластин жиров животного и растительного происхождения, минеральных масел, смазок, воска, парафина и других органических и механических загрязнений и наиболее часто выполняется погружением, в парах, с помощью ультразвука, струйной обработкой.
 Обезжиривание погружением (рис 8) выполняют в специальных герметичных установках с двумя-четырьмя сваренными в единый блок ваннами с повышающимся уровнем жидкости. Полупроводниковые пластины в химически инертных кассетах, например из фторопласта, погружают в ванну с
Обезжиривание погружением (рис 8) выполняют в специальных герметичных установках с двумя-четырьмя сваренными в единый блок ваннами с повышающимся уровнем жидкости. Полупроводниковые пластины в химически инертных кассетах, например из фторопласта, погружают в ванну с