Железобетонные конструкции покрытий
Содержание
Введение. 2
Железобетонные конструкции покрытий. 3
Заключение. 12
Литература. 13
Железобетон - композитный строительный материал, представляющий собой залитую бетоном стальную арматуру. Запатентован в 1867 году Жозефом Монье как материал для изготовления кадок для растений.
Термин "железобетон" абстрактен и употребляется обычно в выражении "теория железобетона". Если речь идёт о конкретном объекте, будет правильнее говорить "железобетонная конструкция", "ж/б конструкция", "железобетонный элемент".
Железобетонные конструкции и изделия, элементы зданий и сооружений, изготовляемые из железобетона, и сочетания этих элементов. Высокие технико-экономические показатели Ж. к. и и., возможность сравнительно легко придавать им требуемую форму и размеры при соблюдении заданной прочности, обусловили их широкое применение практически во всех отраслях строительства. Современные Ж. к. и и. классифицируются по нескольким признакам: по способу выполнения (монолитные, сборные, сборно-монолитные), виду бетона, применяемого для их изготовления (из тяжёлых, лёгких, ячеистых, жаростойких и др. бетонов), виду напряжённого состояния (обычные и предварительно напряжённые).



Железобетонные конструкции покрытий
Монолитные железобетонные конструкции, выполняемые непосредственно на строительных площадках, обычно применяются в зданиях и сооружениях, трудно поддающихся членению, при нестандартности и малой повторяемости элементов и при особенно больших нагрузках (фундаменты, каркасы и перекрытия многоэтажных промышленных зданий, гидротехнические, мелиоративные, транспортные и др. сооружения). В ряде случаев они целесообразны при выполнении работ индустриальными методами с использованием инвентарных опалубок - скользящей, переставной (башни, градирни, силосы, дымовые трубы, многоэтажные здания) и передвижной (некоторые тонкостенные оболочки покрытий). Возведение монолитных железобетонных конструкций технически хорошо отработано; значительные достижения имеются также в применении метода предварительного напряжения при производстве монолитных конструкций. В монолитном железобетоне выполнено большое количество уникальных сооружений (телевизионные башни, промышленные трубы большой высоты, реакторы атомных электростанций и др.). В современной строительной практике ряда капиталистических стран (США, Великобритании, Франции и др.) монолитные железобетонные конструкции получили широкое распространение, что объясняется главным образом отсутствием в этих странах государственной системы унификации параметров и типизации конструкций зданий и сооружений. В СССР монолитные конструкции преобладали в строительстве до 30-х гг.; внедрение более индустриальных сборных конструкций в те годы сдерживалось из-за недостаточного уровня механизации строительства, отсутствия специального оборудования для их массового изготовления, а также монтажных кранов большой производительности. Удельный вес монолитных железобетонных конструкций в общем объёме производства железобетона в СССР составляет примерно 35% (1970).
Сборные железобетонные конструкции и изделия - основной вид конструкций и изделий, применяемых в различных отраслях строительства: жилищно-гражданском, промышленном, с. - х. и др. Сборные конструкции имеют существенные преимущества перед монолитными, они создают широкие возможности для индустриализации строительства: применение крупноразмерных железобетонных элементов позволяет основную часть работ по возведению зданий и сооружений перенести со строительной площадки на завод с высокоорганизованным технологическим процессом производства. Это значительно сокращает сроки строительства, обеспечивает более высокое качество изделий при наименьшей их стоимости и затратах труда; использование сборных железобетонных конструкций позволяет широко применять новые эффективные материалы (лёгкие и ячеистые бетоны, пластмассы и др.), уменьшает расход лесоматериалов и стали, необходимых в др. отраслях народного хозяйства. Сборные конструкции и изделия должны быть технологичны и транспортабельны; они особенно выгодны при минимальном количестве типоразмеров элементов, повторяющихся много раз.
Изготовление сборного железобетона в СССР приобрело большие масштабы после постановления ЦК КПСС и Совета Министров от 19 августа 1954 "О развитии производства сборных железобетонных конструкций и деталей для строительства". За прошедшие годы в Советском Союзе в крупных городах и центрах сосредоточенного строительства возведено большое число механизированных заводов железобетонных конструкций и изделий. Выпуск сборного железобетона с 1954 по 1970 увеличился в 30 раз и в 1970 составил 84 млн. м3. По объёму применения сборных железобетонных конструкций СССР опередил наиболее развитые капиталистические страны, причём производство Ж. к. и и. превратилось в самостоятельную отрасль промышленности строительных материалов. Одновременно с ростом производства и применения в строительстве сборного железобетона совершенствовалась технология его изготовления. Была осуществлена также унификация основных параметров зданий и сооружений различного назначения, на основе которой разработаны и внедрены типовые конструкции и изделия для них.
В зависимости от назначения в строительстве жилых, общественных, промышленных и с. - х. зданий и сооружений различают следующие наиболее распространённые сборные Ж. к. и и.: для фундаментов и подземных частей зданий и сооружений (фундаментные блоки и плиты, панели и блоки стен подвалов); для каркасов зданий (колонны, ригели, прогоны, подкрановые балки, стропильные и подстропильные балки, фермы); для наружных и внутренних стен (стеновые и перегородочные панели и блоки); для междуэтажных перекрытий и покрытий зданий (панели, плиты и настилы); для лестниц (лестничные марши и площадки); для санитарно-технических устройств (отопительные панели, блоки вентиляционные и мусоропроводов, санитарно-технические кабины).
Сборные Ж. к. и и. изготовляют преимущественно на механизированных предприятиях и частично на оборудованных полигонах. Технологический процесс производства железобетонных изделий складывается из ряда последовательно выполняемых операций: приготовления бетонной смеси, изготовления арматуры (арматурных каркасов, сеток, гнутых стержней и т.д.), армирования изделий, формования изделий (укладка бетонной смеси и её уплотнение), тепловлажностной обработки, обеспечивающей необходимую прочность бетона, отделки лицевой поверхности изделий.
В современной технологии сборного железобетона можно выделить 3 основных способа организации производственного процесса: агрегатно-поточный способ изготовления изделий в перемещаемых формах; конвейерный способ производства; стендовый способ в неперемещаемых (стационарных) формах.
При агрегатно-поточном способе все технологические операции (очистка и смазка форм, армирование, формование, твердение, распалубка) осуществляются на специализированных постах, оборудованных машинами и установками, образующими поточную технологическую линию, формы с изделиями последовательно перемещаются по технологической линии от поста к посту с произвольным интервалом времени, зависящим от длительности операции на данном посту, которая может колебаться от нескольких мин (например, смазка форм) до нескольких ч (твердение изделий в пропарочных камерах). Этот способ выгодно использовать на заводах средней мощности, в особенности при выпуске изделий широкой номенклатуры.
Конвейерный способ применяют на заводах большой мощности при выпуске однотипных изделий ограниченной номенклатуры. При этом способе технологическая линия работает по принципу пульсирующего конвейера, т.е. формы с изделиями перемещаются от поста к посту через строго определённое время, необходимое для выполнения самой длительной операции. Разновидностью этой технологии является способ вибропроката, применяемый для изготовления плоских и ребристых плит; в этом случае все технологические операции выполняются на одной движущейся стальной ленте. При стендовом способе изделия в процессе их изготовления и до затвердевания бетона остаются на месте (в стационарной форме), в то время как технологическое оборудование для выполнения отдельных операций перемещается от одной формы к другой. Этот способ применяют при изготовлении изделий большого размера (ферм, балок и т.п.). Для формования изделий сложной конфигурации (лестничных маршей, ребристых плит и т.п.) используют матрицы - железобетонные или стальные формы, воспроизводящие отпечаток ребристой поверхности изделия. При кассетном способе, являющемся разновидностью стендового, изделия изготовляют в вертикальных формах - кассетах, представляющих собой ряд отсеков, образованных стальными стенками. На кассетной установке происходят формование изделий и их твердение. Кассетная установка имеет устройства для обогрева изделий паром или электрическим током, что значительно ускоряет твердение бетона. Кассетный способ обычно применяют для массового производства тонкостенных изделий.
Готовые изделия должны отвечать требованиям действующих стандартов или технических условий. Поверхности изделий обычно выполняют с такой степенью заводской готовности, чтобы на месте строительства не требовалось их дополнительной отделки.
При монтаже сборные элементы зданий и сооружений соединяются друг с другом омоноличиванием или сваркой закладных деталей, рассчитанных на восприятие определенных силовых воздействий. Большое внимание уделяется снижению металлоемкости сварных соединений и их унификации. Наибольшее распространение сборные конструкции и изделия получили в жилищно-гражданском строительстве, где крупноэлементное домостроение (крупнопанельное, крупноблочное, объёмное) рассматривается как наиболее перспективное. Из сборного железобетона организовано также массовое производство изделий для инженерных сооружений (т. н. специального железобетона): пролётные строения мостов, опоры, сваи, водопропускные трубы, лотки, блоки и тюбинги для обделки туннелей, плиты покрытий дорог и аэродромов, шпалы, опоры контактной сети и линий электропередачи, элементы ограждений, напорные и безнапорные трубы и др. Значительная часть этих изделий выполняется из предварительно напряжённого железобетона стендовым или поточно-агрегатным способом. Для формования и уплотнения бетона применяются весьма эффективные методы: вибропрессование (напорные трубы), центрифугирование (трубы, опоры), виброштампование (сваи, лотки).
Для развития сборного железобетона характерна тенденция к дальнейшему укрупнению изделий и повышению степени их заводской готовности. Так, например, для покрытий зданий используются многослойные панели, поступающие на строительство с утеплителем и слоем гидроизоляции; блоки размером 3 Х 18 м и 3х24 м, сочетающие в себе функции несущей и ограждающей конструкций. Разработаны и успешно применяются совмещенные кровельные плиты из лёгкого и ячеистого бетонов. В многоэтажных зданиях используются предварительно напряжённые железобетонные колонны на высоту нескольких этажей. Для стен жилых зданий изготовляются панели размерами на одну-две комнаты с разнообразной внешней отделкой, снабженные оконными или дверными (балконными) блоками. Значительные перспективы для дальнейшей индустриализации жилищного строительства имеет способ возведения зданий из объёмных блоков. Такие блоки на одну-две комнаты или на квартиру изготовляются на заводе с полной внутренней отделкой и оборудованием; сборка домов из этих элементов занимает всего несколько дней.
Сборно-монолитные железобетонные конструкции представляют собой такое сочетание сборных элементов (железобетонных колонн, ригелей, плит и т.д.) с монолитным бетоном, при котором обеспечивается надёжная совместно работа всех составных частей. Эти конструкции применяются главным образом в перекрытиях многоэтажных зданий, в мостах и путепроводах, при возведении некоторых видов оболочек и т.д. Они менее индустриальны (в отношении возведения и монтажа), чем сборные; их применение особенно целесообразно при больших динамических (в т. ч. сейсмических) нагрузках, а также при необходимости членения крупноразмерных конструкций на составные элементы из-за условий транспортировки и монтажа. Основное достоинство сборно-монолитных конструкций - меньший (по сравнению со сборными конструкциями) расход стали и высокая пространственная жёсткость.
Наибольшая часть Ж. к. и и. выполняется из тяжёлого бетона с объёмной массой 2400 кг/м3. Однако доля изделий из конструктивно-теплоизоляционного и конструктивного лёгкого бетонов на пористых заполнителях, а также из ячеистого бетона всех видов непрерывно возрастает. Такие изделия используются преимущественно для ограждающих конструкций (стены, покрытия) жилых и производственных зданий. Весьма перспективны несущие конструкции из высоко-прочного тяжёлого бетона марок 600-800 и лёгкого бетона марок 300-500. Существенный экономический эффект достигается в результате применения конструкций из жаростойкого бетона (вместо штучных огнеупоров) для тепловых агрегатов металлургической, нефтеперерабатывающей и др. отраслей промышленности; для ряда изделий (например, напорных труб) перспективно применение напрягающего бетона.



Железобетонные конструкции и изделия выполняются в основном с гибкой арматурой в виде отдельных стержней, сварных сеток и плоских каркасов. Для изготовления ненапрягаемой арматуры целесообразно использование контактной сварки, обеспечивающей высокую степень индустриализации арматурных работ. Конструкции с несущей (жёсткой) арматурой применяют сравнительно редко и главным образом в монолитном железобетоне при бетонировании в подвесной опалубке. В изгибаемых элементах продольная рабочая арматура устанавливается в соответствии с эпюрой максимальных изгибающих моментов; в колоннах продольная арматура воспринимает преимущественно сжимающие усилия и располагается по периметру сечения.
Кроме продольной арматуры, в Ж. к. и и. устанавливается распределительная, монтажная и поперечная арматура (хомуты, отгибы), а в некоторых случаях предусматривается т. н. косвенное армирование в виде сварных сеток и спиралей. Все эти виды арматуры соединяются между собой и обеспечивают создание арматурного каркаса, пространственно неизменяемого в процессе бетонирования. Для напрягаемой арматуры предварительно напряжённых Ж. к. и и. используют высокопрочные стержневую арматуру и проволоку, а также пряди и канаты из неё. При изготовлении сборных конструкций применяется в основном метод натяжения арматуры на упоры стендов или форм; для монолитных и сборно-монолитных конструкций - метод натяжения арматуры на бетон самой конструкции. Способы расчёта и конструирования Ж. к. и и. в СССР подробно разработаны и опубликованы в качестве нормативных документов.
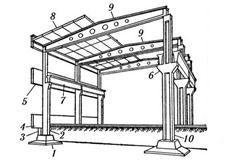
Схема одноэтажного промышленного здания с железобетонным каркасом: 1 - фундаменты под внутренние колонны; 2 - колонны наружного ряда; 3 - подкладка; 4 - фундаментная балка; 5 - стеновые плиты; 6 - консоли колонн; 7 - подкрановая балка; 8 - плиты покрытия; 9 - балки покрытия; 10 - внутренние колонны. | 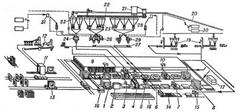
Технологическая схема конвейерного производства керамзитобетонных стеновых панелей: 1 - распакетировщик; 2 - кантователь; 3 - механизм закрытия бортов и смазки форм; 4 - фактуроукладчик; 5 - бетоноукладчик; 6 - виброплощадка; 7 - раствороукладчик; 8 - пакетировщик; 9 - тоннельная камера твердения; 10 - кран-балка; 11 - камера обработки фактурного слоя готовых панелей; 12 - отделение подготовки песка; 13 - вывозная тележка; 14 - установка для изготовления вентиляционных панелей; 15 - установка для изготовления карнизных блоков; 16 - ямные камеры твердения; 17 - центральный пульт управления; 18 - вспомогательный пульт управления; 19 - отделение подготовки фактуры; 20 - ленточный транспортёр заполнителей; 21 - пневмоосадительная установка для цемента; 22 - винтовой конвейер для цемента; 23 - бункера для компонентов раствора; 24 - растворосмесители; 25 - бункера для компонентов лёгкого бетона; 26 - смесительные роторные бегуны; 27 - самоходная раздаточная вагонетка; 28 - бункера для компонентов тяжёлого бетона; 29 - бетоносмесители принудительного действия; 30 - приготовление добавок к бетону; 31 - баки для воды. |
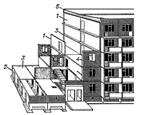
Схема крупнопанельного жилого здания: 1 - несущая панель поперечной стены; 2 - фундаментный блок; 3 - плита перекрытия; 4 - наружная стеновая панель; 5 - кровельная плита. | 
Общий вид конвейера для изготовления керамзитобетонных панелей. |
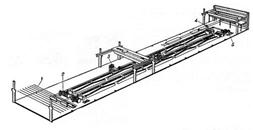
Технологическая схема стендового производства предварительно напряжённых линейных изделий (стропильных балок): 1 - эстакада для подачи бетона; 2 - гидродомкрат; 3 - бетонораздатчик; 4 - самоходная тележка для вывоза готовых изделий; 5 - бухтодержатель. | 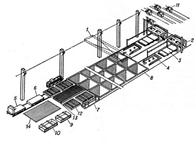
Технологическая схема агрегатно-поточного производства панелей покрытий 3 х 6 м с двумя формовочными постами: 1 - мостовой кран; 2 - бетоноукладчик; 3 - виброплощадка; 4 - формоукладчик; 5 - самоходная тележка для вывоза готовых изделий; 6 - тележка-прицеп; 7 - установка для электротермического натяжения стержней; 8 - камеры пропаривания; 9 - стенд для контроля и ремонта изделий; 10 - стенд для сборки утеплённых панелей; 11 - раздаточный бункер; 12 - формы; 13 - сварные арматурные сетки; 14 - площадка складирования готовой продукции. |

| 
|
Вместе с этим смотрят:
Авангардизм як явище архiтектури ХХ столiття
Автоматическая автозаправочная станция на 250 заправок в сутки
Амурський мiст
Анализ деятельности строительного предприятия "Луна-Ра-строй"
Анализ проектных решений 20-ти квартирного жилого дома