Облицювання стiн гiпсокартонними плитами з використанням металевого каркасу
Тема: Облицювання стiн ГКП з використанням металевого каркасу
ЗМРЖСТ
1. Виготовлення гiпсокартонних плит
2. Типи гiпсокартонних плит "Кнауф"
3. Обробка гiпсокартонних плит
4. Види каркасiв гiпсокартонних систем
5. Монтаж каркасiв гiпсокартонних систем
6. Основнi заходи щодо пiдготовки примiщень до сухого оштукатурювання стiн
7. Звуко- i теплоiзоляцiя огороджувальних конструкцiй при сухому оштукатурюваннi
8. Облицювання стiн з використанням металевого каркаса (комплектна система W 623)
9. Обробка швiв гiпсокартонних обшивок
Використана лiтература
1. Виготовлення гiпсокартонних плит
Гiпсокартонна плита (ГКП) тАФ це опоряджувальний вирiб, що складаiться з шару гiпсу, певноi товщини (гiпсового осердя) та приклеiного до нього з обох бокiв високоякiсного багатошарового пресованого картону, завтовшки не бiльше 0,6 мм.
ГКП виготовляють за безперервною технологiiю на великих конвеiрних лiнiях. Основнi вузли технологiчноi лiнii виробництва ГКП наведено на рис. 1.1.
При виготовленнi ГКП напiвводний будiвельний гiпс, вода та iншi iнгредiiнти, що забезпечують мiцнiсть, пористiсть, гнучкiсть i тривалiсть тужавлення гiпсу, перетворюються у змiшувачi на гiпсовий розчин, який через вихiднi отвори подаiться в дозатор, а потiм в дозованiй кiлькостi тАФ на картонну стрiчку iз загнутими вгору краями. Ця стрiчка утворюi лицьовий бiк ГКП. Пiсля вiдбортування крайовоi зони стрiчки виконуiться розкочування картону нижнього боку ГКП.
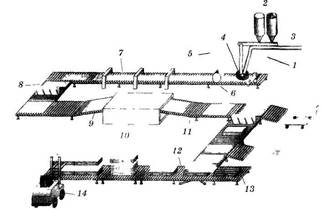
Рис. 1.1. Спрощена схема виробництва ГКП:
1 тАФ рулонний картон для лицьовоi поверхнi плит; 2 тАФ посудина для гiпсу; 3 тАФ подача води; 4 тАФ змiшувач (гiпсозмiшувач); 5 тАФ рулонний картон для нижньоi (тильноi) поверхнi плит; 6 тАФ формувальний вузол; 7 тАФ вузол рiзання плит; 8 тАФ вузол кантування плит; 9 тАФ завантажувальний мiст; 10 тАФ сушильна камера; 11,12 тАФ розвантажувальний мiст; 13 тАФ вузол пакетування; 14 тАФ штабелеукладач
Вiдформована плита продовжуi свiй шлях у виглядi суцiльноi стрiчки вздовж дiлянки схоплювання, причому довжина стрiчки визначаiться часом тужавлення гiпсового розчину, товщиною плити та швидкiстю руху конвеiра. Нерiдко ii довжина може сягати i навiть перевищувати 200 м. Пiсля тужавлення гiпсового осердя суцiльна стрiчка маркуiться i розрiзуiться механiчними ножицями на окремi плити потрiбних розмiрiв. За допомогою спецiальних пристосувань плити кантуються i перемiщаються у багатоповерховi сушильнi камери, де вони перебувають 60 хв. Пiд час сушiння з ГКП видаляiться зайва волога. Пiсля виходу плит iз сушильноi камери знову здiйснюiться кантування, укладання плит у пакети i штабелювання пакетiв.
2. Типи гiпсокартонних плит "Кнауф"
Розвальцована в процесi виготовлення на конвеiрi гiпсокартонна стрiчка в картоннiй оболонцi пiсля розрiзання перетворюiться на окремi плити певноi довжини. Кожна така плита пiсля зняття з конвеiра маi чотири гранi тАФ двi обробленi i двi необробленi (не закритi картоном). Картонна оболонка ГКП мiцно приклеiна до гiпсового осердя. Типи гiпсокартонних плит i вимоги, яким вони повиннi вiдповiдати, регламентуються вiдповiдними нормами i стандартами.
Асортимент ГКП, що випускаi пiдприiмство "Кнауф", визначаiться умовами iхньоi роботи, галуззю застосування й технологiiю виготовлення.
ГКП, що виготовляються за конвеiрною (прокатною) технологiiю, подiляють на такi типи: гiпсокартоннi будiвельнi плити ГКП (за нiмецьким скороченням GKB) i гiпсокартоннi будiвельнi плити вогнестiйкi ГКПО. Обидва типи ГКП складаються в основному з будiвельного гiпсу, а iхнi поверхнi та продольнi кромки обклеiнi мiцним картоном. У склад гiпсового тiста, з якого виготовлено осердя плити, можуть бути доданi рiзнi наповнювачi. Наприклад, для пiдвищення стiйкостi гiпсового осердя пiд час пожежi, до гiпсового тiста додають мiнеральнi або склянi волокна, якi не дають змоги осердю роздiлятися на окремi частини в результатi сильного нагрiвання та зневоднення. Завдяки цьому осердя перетворюiться на вогнезахисний iзоляцiйний шар.
Цi два типи ГКП мають своi галузi застосування. ГКП призначенi для облицювання рiзних плоских поверхонь замiсть звичайноi штукатурки i для виготовлення комбiнованих гiпсокартонних панелей. iх можна також використовувати для обшиття каркасiв стель i стiн, каркасiв пiдвiсних стель i виготовлення збiрних перегородок. ГКПО використовуються для облицювання i обшиття каркасiв стiн i стель, мiжкiмнатних перегородок у примiщеннях з пiдвищеною пожежною небезпекою.
ГКП, виробленi на пiдприiмствах "Кнауф", унiфiкованi за допусками.
Дiя нормативних вимог (ДСТУ,ТУ, ГОСТ) поширюiться на виготовлення ще двох типiв ГКП, якi призначенi для облицювання або обшиття стiн i стель у примiщеннях з високою вологiстю (понад 75%), а також у примiщеннях з високою вологiстю i пiдвищеними вимогами до вогнестiйкостi будiвельних конструкцiй. Лицьова картонна поверхня i гiпсове осердя таких плит просоченi спецiальними розчинами для зменшення поглинання вологи. До таких просочених (iмпрегнованих) типiв ГКП належать плити з пiдвищеною вологостiйкiстю типу ГКПВ, з пiдвищеною волого- та вогнестiйкiстю типу ГКПВО. Окрiм вiдповiдного гiдрофобного просочування, в осердя таких плит ще доданi мiнеральнi або склянi волокна. Галузь iхнього застосування поширюiться на опорядження огороджувальних конструкцiй в примiщеннях з пiдвищеними вологiстю i пожежною небезпекою.
Пошкодження картонноi оболонки ГКП грибками пiсля iхнього зволоження унеможливлюiться завдяки спецiальному просочуванню в заводських умовах фунгiцидами.
Вiдрiзнити рiзнi типи ГКП один вiд одного допомагають кольори iхньоi картонноi оболонки i маркувальнi позначення на зворотному боцi, що наносяться ще на заводi для забезпечення правильностi монтажу плит на будiвельному майданчику. На лицьовiй частинi ГКП позначенi точки iх крiплення до каркасу цвяхами або шурупами, що розмiщенi на вiдстанi 25 см одна вiд одноi.
Вiдповiдно до чинних стандартiв передбачено рiзне забарвлення картонноi оболонки з лицьового i зворотного бокiв, а також маркування (надписiв) на зворотному боцi ГКП (табл.1).
Вiдмiннi ознаки типiв ГКП
| Найменування типу ГКП | Колiр картону | Колiр надписiв на зворотньому боцi |
| Лицьовий бiк | Зворотнiй бiк |
| Будiвельна ГКП (GKB) | Свiтло-сiрий | Свiтло-сiрий | Синiй |
| Вогнестiцка ГКПО (GKF) | Сiрий | Темно-сiрий | |
| Вологостiйка ГКПВ (iпрегнована)(GKBI) | В» | В» | Червоний |
| Вологостiйка з пiдвищеною вогнестiйкiстю ГКПВО (GKF) | Зелений В» | Зелено-сiрий В» | Синiй Червоний |
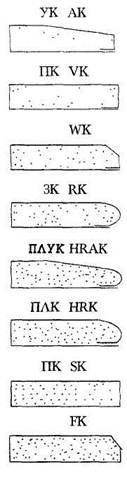
Скошена (обтиснута), витончена кромка, призначена для обклеювання армованою стрiчкою i шпаклювання швiв
Прямокутна поздовжня кромка для монтажу насухо без шпарування стикiв
Поздовжня кромка з фаскою, призначена для утворення видимих поздовжнiх рисункiв (монтаж насухо без шпарування швiв)
Заокруглена поздовжня кромка, призначена для шпаклювання стикiв сухоi штукатурки без армованих стрiчок
Напiвкругла, скошена по довжинi (витончена) кромка, призначена для обклеювання армованою стрiчкою i шпаклювання швiв
Напiвкругла поздовжня кромка, призначена для шпаклювання швiв без армованих стрiчок
Поперечна обрiзна кромка ГКП, що не обклеiна картоном
Поперечна обрiзна кромка, призначена для шпаклювання швiв без армованих стрiчок з вiдкритим гiпсовим осердям
ГКП випускаються з рiзними за формою поздовжнiми кромками, обклеiними картоном, якi визначають спосiб i якiсть шпарування стикiв мiж сусiднiми ГКП (рис.2.1.).
Поперечнi кромки ГКП, що утворюються в результатi заводського розрiзання гiпсокартонних стрiчок, обробляються або на заводi, або на мiсцi iх використання за допомогою рубанкiв косоi обрiзки та рашпiлiв для формування кромок ГКП.
Для ГКП, що мають обрiзанi кромки з усiх бокiв пiд прямим кутом, припустиме вiдхилення по довжинi кромки повинно бути не бiльше В±0,15% номiнального розмiру. Вiдхилення таких плит вiд прямого кута не повинно перевищувати 0,2% довжини вiдповiдноi кромки.
3. Обробка гiпсокартонних плит
Гiпсокартоннi плити всiх типiв легко пiддаються обробцi, особливо при наявностi спецiальних iнструментiв "Кнауф" для рiзання, шлiфування, стругання кромок, випилювання отворiв (рис. 3.1-3.6).
Залежне вiд вимог до точностi виконання робiт iз розкроювання i обрiзання ГКП можливi такi способи робiт:
1)просте розкроювання за допомогою лiнiйки, метра, металевого трикутника i рiзання ГКП на столi з рiвною поверхнею ножем для рiзання ГКП або за допомогою спецiальних пристосувань тАФ рiзака малого (для вiдрiзання смуг завширшки до 120 мм) або рiзака великого (для вiдрiзання смуг бiльшоi ширини, до 630 мм) рис. 3.7;

Рис. 3.1. Нiж (шевський) для рiзання картону
Рис. 3.2. Зубчастий рiзак для рiзання гiпсокартону
Рис. 3.3. Шлiфувальний рашпiль
2)точне розкроювання ГКП, наприклад, при рiзаннi перфорованих, шлiцьованих або комбiнованих гiпсокартонних панелей з використанням ножовки з вузьким полотном (рис. 3.8) та дрiбними зубцями або ручною дисковою електропилкою.

Рис. 3.4. Рубанок для стругання кромок
Рис. 3.5. Фреза для прорiзання отворiв в ГКП дiаметром до 95 мм
Рис. 3.6. Проколювальний пристрiй для утворення отворiв дiаметром до 5 мм


Рис. 3.7. Великий рiзак "Кнауф" для нарiзання ГКП на смуги завширшки до 63 см
Рис. 3.8. Пилка з дрiбними зубцями для рiзання ГКП "Кнауф"
При простому розкроюваннi рiзання картону ГКП здiйснюють з лицьового боку спецiальним (шевським) ножем (рис. 3.9). Надрiзаний ГКП укладають на край столу i здiйснюють надлам нерозрiзаного гiпсового осердя. Пiсля цього ножем для рiзання ГКП розрiзають картон на зворотньому боцi плити. Утворена кромка пiдлягаi обробцi обдирним рубанком так, щоб кромка була рiвною i не мала зламiв (рис. 3.10).

Рис. 3.9. Рiзання з лицьового боку ГКП шевським ножем
Рис. 3.10. Обробка обдирним рубанком i шлiфування рашпiлем пiсля обрiзання ГКП
Якщо обрiзнi кромки повиннi утворити шов, то iх слiд пiдготувати до шпаклювання одним з таких двох способiв:
а) для шпаклювання з армувальною стрiчкою (шпаклiвкою "Фугенфюллер") рубанком кромочним зняти фаску пiд кутом 45В° на 1/3 товщини ГКП i видалити картон уздовж кромки в мiсцях укладання стрiчки (рис. 3.11.);
б) для шпаклювання без армувальноi стрiчки з використанням шпаклiвки "Унiфлотт" рубанком треба зняти фаску пiд кутом 22,5В° на 2/3 товщини ГКП. Пiсля зняття фасок необхiдно краi картону зачистити шлiфувальним рашпiлем або наждачним папером.

Рис. 3.11. Стругання пiд кутом обрiзаних кромок для правильного монтажу та якiсноi обробки шва
При обшиваннi стiн i перегородок з вiконними i дверними прорiзами ГКП попередньо розмiчають на столi з рiвною поверхнею. Потiм здiйснюють iх розкроювання ножем, ножовкою або дисковою пилкою з утворенням отворiв потрiбних розмiрiв. Канти отворiв обробляють шлiфувальним рашпiлем або наждачним папером. Якщо використовують ГКП з кромкою типу ПЛУК у зонi дверноi коробки не слiд розмiщувати обтиснуту (стоншену) кромку, ii треба обрiзати, оскiльки, в протилежному випадку, не можна буде щiльно перекрити наличником дверну коробку, що призведе до погiршення звукоiзоляцii примiщення.
Для вимикачiв, розпаячних коробок i розеток прихованоi електропроводки в ГКП вирiзають круглi отвори за допомогою дриля зi змiнною насадкою (див. рис. 3.4).
Опуклi й ввiгнутi криволiнiйнi поверхнi малого радiуса обшивають спецiально обробленими ГКП потрiбних розмiрiв. Для цього в картоннiй (рис. 3.12) оболонцi ГКП роблять поперечнi надрiзи з кроком 2-3 см (для опуклоi поверхнi з лицьового боку, для ввiгнутоi тАУ з тильного).
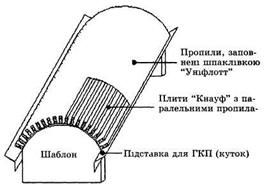
Рис. 3.12. Надрiзи на опуклiй поверхнi ГКП
Заготовку з надрiзаною картонною оболонкою або V-подiбними прорiзами ними прорiзами загинають у потрiбному напрямку, в результатi чого отримують гiпсокартонний елемент потрiбноi форми.
Криволiнiйну поверхню радiусом 150-200 мм можна отримати iншим способом (без поперечних надрiзiв), наприклад, попереднiм намочуванням ГКП завтовшки 9,5 або 12,5 мм.

Рис. 3.13. Металевий валик iз шипами
Для цього заготовку ГКП укладають на кружала, накривають ii мокрим рядном на 10-12 год, пiсля чого вона легко пiддаiться деформацii. Цей процес можна активiзувати, якщо майбутню ввiгнуту поверхню попередньо обробити валиком з шипами (рис. 3.13.) для утворення на нiй макропор. Потiм цей бiк ГКП обробляють губкою, змоченою у водi, до припинення ii поглинання ГКП. Кiнцi заготовки можна закрiпити для отримання бажаноi конфiгурацii (рис. 3.14.).
При цьому слiд зазначити, що вигинанню пiддаються ГКП, якi перебувають як у вологому, так i у сухому станi. Мiнiмальнi радiуси гнуття ГКП у вологому станi слiд брати для ГКП завтовшки 6,5 тАФ 300 мм; 9,5 тАФ 500 мм i 12,5 тАФ 1000 мм. Цим товщинам ГКП, що перебувають у сухому станi, вiдповiдають радiуси гнуття вiдповiдно 1000; 2000; 2750 мм.
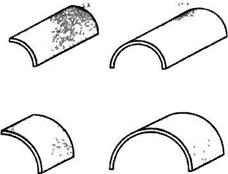
Рис. 3.14. Фрагменти огороджувальноi конструкцii з увiгнутою поверхнею гiпсокартонного облицювання
Зазначимо, що вищевказанi радiуси гнуття ГКП наданi без необхiдностi попередньоi перфорацii або надрiзання картону. Слiд лише пам'ятати, що ГКП завжди треба згинати по довжинi, а не по ширинi, оскiльки гнуття ГКП повинно виконуватися поперек волокон картонноi оболонки.
4. Види каркасiв гiпсокартонних систем
Каркас тАФ це плоска або об'iмна конструкцiя з шарнiрним або жорстким з'iднанням елементiв, що входять до його складу (балок, ригелiв, стоякiв). За призначенням каркаси гiпсокартонних систем подiляють на стельовi, перегородковi, пристiннi; за матерiалом тАФ на металевi й дерев'янi. Каркаси можуть виготовлятися з розташуванням елементiв в однiй площинi (одному рiвнi) або в двох площинах (двохрiвнях). У складi каркаса можна видiлити основнi i несiвнi елементи. Основнi елементи прикрiплюють до несiвноi основи (стiни, стелi), а несiвнi прикрiплюють до основних. До несiвних елементiв прикрiплюють ГКП. Отже, дворiвневi каркаси тАФ це конструкцii, що мають два ряди дерев'яних брускiв або металевих профiлiв, розташованих перпендикулярно один до одного. Якщо елементи каркаса розташованi в один ряд, то вони утворюють рамну конструкцiю (рис. 4.1).
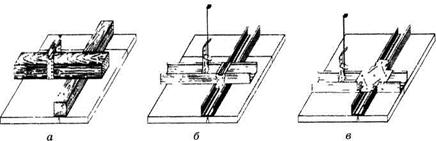
Рис. 4.1. Конструкцii каркасiв для гiпсокартонних стель:
а тАФ iз двох рядiв дерев'яних брускiв; б тАФ iз двох рядiв металевих профiлiв; в тАФ рамна конструкцiя каркаса з металевих профiлiв
Елементи металевих каркасiв з'iднуються помiж собою сталевими крiпильними елементами: шурупами, заклепками, виштамповкою. Елементи дерев'яних каркасiв з'iднують за допомогою шипогнiздових, шпонкових, шпунтових крiплень, а також за допомогою цвяхiв, шурупiв, скоб, з використанням клею.
Стиковi з'iднання металевих i дерев'яних елементiв каркаса повиннi розмiщуватися врозгiн. Стики ГКП не повиннi спiвпадати зi стиками каркаса як з точки зору забезпечення максимальноi мiцностi й технологiчностi всiii системи в цiлому, так i пожежноi безпеки, оскiльки у протилежному випадку вогнезахисний ефект гiпсокартонного облицювання значно знижуiться.
Якiсно змонтований каркас не тiльки забезпечуi надiйнiсть усiii системи в цiлому, а й даi гарантiю отримання рiвноi основи i, отже, рiвноi лицьовоi поверхнi обшивки та нормального стикання гiпсокартонних плит i панелей. При цьому слiд мати на увазi, що помилки, припущенi при збираннi каркасiв, у бiльшостi випадкiв не пiддаються виправленню нi при обшиваннi ГКП, нi в результатi шпаклювання швiв мiж ними. Тому монтаж каркасiв треба здiйснювати з обов'язковим дотриманням таких умов:
тАв каркас повинен мати необхiдну ступiнь жорсткостi, що визначаi призначення вiдстаней, з одного боку, мiж точками його крiплення до несучих конструкцiй будiвлi, а з другого тАФ мiж основними i несiвними елементами;
тАв елементи каркаса мають бути недеформованими i рiвними (погнутi металевi елементи непридатнi для використання в каркасi), дерев'янi бруски (рейки) не можна виготовляти з навкiсшаровоi деревини або з брускiв, що мають послабленi перерiзи. Крiм того, дерев'янi елементи каркаса повиннi мати достатнi розмiри для забезпечення мiнiмальноi площi обпирання на них ГКП;
тАв якщо i необхiднiсть пiдвiшування до каркасiв обладнання, меблiв, освiтлювачiв, то вони повиннi бути пiдсиленi допомiжними елементами, спареними профiлями стоякiв з належною орiiнтацiiю помiж собою.
Завдяки використанню каркасiв гiпсокартоннi системи набувають пiдвищення жорсткостi, мiцностi, зниження деформативностi. Вони уможливлюють досягти потрiбного рiвня звуко- i теплоiзоляцii огороджувальних конструкцiй, приховати комунiкацii в примiщеннях, пiдвищити рiвень вогнестiйкостi будiвельних конструкцiй.
З появою можливостi крiплення ГКП до металевих каркасiв шурупами без попереднього просвердлювання отворiв iм стали надавати перевагу у зв'язку з iхньою легкiстю, мiцнiстю, зручнiстю монтажу, вогнестiйкiстю i довговiчнiстю.
Пiдприiмства "Кнауф" випускають каркаснi металевi елементи методом холодного прокату з оцинкованоi сталевоi стрiчки завтовшки 0,6-2,25 мм. Пересiчно товщина профiлю становить 0,6; 0,7; 1 мм. Елементи каркаса облямiвок отворiв в огороджувальних конструкцiях (дверi, вiкна) виконують iз пiдсилених профiлiв завтовшки 2 мм. Для типових конструкцiй мiжкiмнатних перегородок, стiнових каркасiв i каркасiв пiдшивних i пiдвiсних стель здебiльшого використовують металевi профiлi завтовшки 0,6 мм.
В особливих випадках, у разi значноi висоти перегородок, товщину металевих профiлiв можна брати бiльшою.
Профiлi "Кнауф" випускають з U-подiбним i С-подiбним перерiзами. У бiльшостi випадкiв жорстiксть С-подiбних профiлiв збiльшують гофруванням iхньоi поверхнi пiд час холодноi прокатки. Основнi види металевих профiлiв: профiль напрямний (UW), U-подiбний (рис. 4.2, а); профiль стояковий (CW), С-подiбний (рис. 4.2, б); профiль стельовий (CD), профiль кутовий (LW) (рис. 4.3, в).
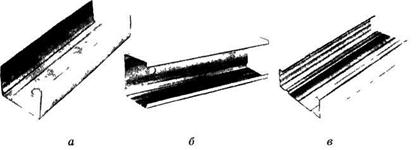
Рис. 4.2. Металевi профiлi "Кнауф":
а тАФ напрямний профiль UW; б тАФ стояковий профiль CW; в тАФ стельовий профiль CD
Профiлi CW щiльно без зазорiв входять у верхнi та нижнi напрямнi. Напрямнi профiлi можуть мати в стiнцi отвори, призначенi для iхнього крiплення дюбелями до перекриття i пiдлоги. Якщо таких отворiв у напрямних профiлях немаi, то iх можна утворити на мiсцi за допомогою дриля й армованих свердел.
Профiлi типу CW мають загнутi всередину кромки. В iхнiх стiнках можуть бути Н-подiбнi просiчки. При вигинi частини стiнки профiлю в межах просiчки утворюються отвори для пропускання iнженерних комунiкацiй (кабелiв, труб). Для вiдвернення надмiрного послаблення профiлю вiдстань мiж сусiднiми просiчками не повинна бути меншою за 50 см.
Зовнiшню поверхню полиць профiлiв типу CW покривають насiчкою, що запобiгаi зiсковзуванню вiстря шурупа пiд час крiплення до них ГКП. Профiлi типу CD використовують для улаштування пiдвiсних стель. Вони виготовляються з полицями, якi мають загнутi всередину кромки длязручностi крiплення до них елементiв пiдвiсок ГКП.
Профiль LW використовують для захисту вiд сколiв зовнiшнiх кутiв перегородок з гiпсокартонним облицюванням та iх одночасного опорядження. Вони також пiдсилюють каркаси та надають iм додатковоi жорсткостi при розташуваннi у внутрiшнiх кутах перегородок.
Для якiсного опорядження зовнiшнiх кутiв поверхонь, облицьованих ГКП, випускають спецiальнi профiлi у виглядi перфорованих кутикiв з оцинкованоi сталi. Вони використовуються для надання точних геометричних форм зовнiшнiм кутам та iх захисту вiд сколiв при ударнiй дii.
Для полегшення i зручностi виконаная штукатурних робiт, а також для отримання iхньоi високоi якостi використовують маячковi Т-подiбнi профiлi, виготовленi з оцинкованоi сталевоi стрiчки. Вони забезпечують економiю часу на штукатурнi роботи i рiвну поверхню штукатурки (рис.4.3, в).
Для облямiвки зовнiшнiх поверхонь отворiв доцiльно використовувати сiтчастий кутик для опорядження кутiв (рис. 4.3, б). Профiлi постачають у пакетах, на упаковцi яких нанесено маркування. Наприклад, профiль стоякiв каркаса з висотою стiнки 50 мм i товщиною профiлю 0,6 мм маркують CW 50/0,6. Найбiльш ходовi профiлi рiзноi товщини маркують фарбою рiзних кольорiв: профiлi завтовшки 0,6 мм тАФ блакитною; профiлi завтовшки 0,7 мм тАФ червоною; профiлi завтовшки 1,0 мм тАФ зеленою.

Рис. 4.3. Металевi профiлi кутовi:
а тАФ перфорований кутик для захисту вiд сколiв при ударнiй дii;
б тАФ сiтчастий кутик для опорядження кутiв при штукатурних роботах; в тАФ металевий Т-подiбний маяк для штукатурних робiт
С-подiбнi i U-подiбнi профiлi вкладають один у другий i оклеюють липкою стрiчкою.
Пакет сталевих профiлiв здебiльшого складаiться з 10 рядiв по чотири профiлi в кожному. При складуваннi пакети профiлiв можна укладати в штабелi (заввишки не бiльше трьох пакетiв) на пiдкладках з дерев'яних брускiв. При складуваннi елементiв каркаса слiд враховувати припустиме навантаження на перекриття. Металевi профiлi треба зберiгати в сухому закритому примiщеннi.
Дерев'янi каркаси гiпсокартонних систем використовують у примiщеннях зi зниженими вимогами до пожежноi безпеки. Елементи дерев'яних каркасiв заготовляють з рейок, брускiв, дощок та брусу.
Деревина, яка йде на виготовлення каркасiв, повинна вiдповiдати сорту II А.
Для виготовлення дерев'яних каркасiв зазвичай використовують решiтняк.0
Для спорудження каркасiв можна використовувати тiльки високоякiсну деревину без дефектiв i деформацiй. Дефектами деревини, якi знижують ii технiчну цiннiсть i навкiсшаруватiсть, трiщини, вiдмерлi сучки, гнилизна.
У разi потреби заготовки елементiв дерев'яних каркасiв можна пiддавати додатковiй обробцi (струганню, виборцi пазiв, свердлiнню) для закрiплення пiдвiсок, фiксаторiв та iнших пристосувань.
Для виготовлення дерев'яних каркасiв слiд використовувати тiльки суху деревину. У нещодавно зрубаному деревi мiститься приблизно 60% води (хвойний лiс). При висушуваннi дерева на повiтрi в штабеляхчастина природноi вологи втрачаiться, i до моменту його розпилювання, дерево перебуваi в напiвсухому станi (мiстить 20-30% вологи).
Пiсля розпилювання дерева i зберiгання пиломатерiалiв у сухих i провiтрюваних примiщеннях отримують повiтряно-сухi пиломатерiали, що мiстять 10-15%вологи. Для "сухого" будiвництва слiд використовувати сухий матерiал iз вологiстю не бiльше 15%.
У сирих примiщеннях деревина розбухаi. Тому перед крiпленням до каркаса повинен минути час, необхiдний для адаптацii деревини до мiкроклiмату примiщення. Слiд пам'ятати, що у разi змiни вологостi на 1% вiдбуваються змiни у поздовжнiх розмiрах елементiв до 0,01%, а в поперечних тАФ до 0,24%.
Всi деталi дерев'яного каркаса повиннi бути захищенi вiд ураження грибками i точильниками просочуванням антисептиками. Вогнестiйкiсть деревини можна пiдвищити фарбуванням ii поверхнi антипiренами. Якiсть усiх засобiв, що використовують для захисту деревини, маi бути пiдтверджена вiдповiдними сертифiкатами. Дерев'яний матерiал, з якого роблять дерев'янi каркаси, необхiдно зберiгати в акуратних штабелях на пiдкладках для його постiйного провiтрювання в сухих, закритих примiщеннях.
5. Монтаж каркасiв гiпсокартонних систем
Каркаси з металевих i дерев'яних елементiв споруджують длякрiплення до них ГКП при улаштуваннi рiзних конструкцiй перегородок, облицювання внутрiшнiх поверхонь зовнiшнiх стiн, пiдвiсних стель примiщень житлових будинкiв, цивiльних i промислових будинкiв. Для улаштування каркаса насамперед треба зробити обмiр примiщення, провiшування осей i розмiчання перегородок, мiсць розташування iхнiх не-сiвних стоякiв, дверних прорiзiв та iнших отворiв вiдповiдно до проектних розмiрiв, наведених на кресленнях. Орiiнтирами при цьому можуть бути колони, пiлястри, вiконнi та двернi прорiзи та iншi конструктивнi елементи, до яких повиннi бути прив'язанi гiпсокартоннi системи, що пiдлягають монтажу.

Рис. 5.1. Розмiчувальний вiдбiйний шнур

Рис. 5.2, Метростат 300
Для розмiчання використовують розмiчувальний вiдбiйний шнур (рис. 5.1.), висок, гiдравлiчний рiвень, шаблони для маркування мiсць поворотiв i перетинiв перегородок, дверних прорiзiв, складанi метри, рулетки, метростат (рис. 5.2) тАФ розсувний вимiрювальний пристрiй завдовжки 3 м з бульбашковим рiвнем, який даi змогу контролювати положення елемента конструкцii одночасно в двох рiвнях. Крiм того, метростат маi насадку, за допомогою якоi можна пiдтримувати ГКП пiд час монтажу стель. При розмiчаннi перегородок можна у вiдповiдних випадках використовувати теодолiт.
Швидке i високоточне розмiчання перегородок i пiдвiсних стель у великих за розмiрами примiщеннях виконують за допомогою лазерноi установки, що автоматично нiвелюi та генеруi лазерний промiнь на вертикальнi й горизонтальнi поверхнi будiвельних конструкцiй. Свiтлова точка, що ковзаi на поверхнi, значно полегшуi нанесення розбивних осей та примикань перегородок i пiдвiсних стель до огороджувальних конструкцiй. Лазер встановлюють у потрiбну точку примiщення та орiiнтують промiнь у потрiбному напрямку, пiсля чого подальше точне його настроювання в горизонтальнiй або вертикальнiй площинi здiйснюiться автоматично (рис. 5.3).
Рис. 5.3. Лазерна установка для швидкого i високоточного розмiчання перегородок i стель у великих примiщеннях
З урахуванням фактичних розмiрiв примiщення i конструктивних елементiв гiпсокартонних систем виконують набiр, розкроювання й обробку необхiдних елементiв каркаса. В багатьох випадках вдаiться врахувати i виправити помилки та вiдхилення вiд проектного положення, що були допущенi при монтажi або зведеннi несiвних огороджувальних констркцiй та елементiв каркаса будiвлi, а також iнженерних комунiкацiй. Розмiчання здiйснюють стiйкою фарбою. Бiльшiсть комплектних систем перегородок базуються на використаннi металевого каркаса, виходячи звимог вогнестiйкостi, зручностi монтажу, звукоiзоляцii, зручностi прокладання комунiкацiй, навiшування сантехнiчного обладнання. Металевi каркаси перегородок можуть мати одинарний або подвiйний каркас.
Напрямнi й стояковi профiлi каркаса з метою забезпечення надiйноi звукоiзоляцii примiщень повиннi встановлюватися на звукоiзоляцiйнi ущiльнювальнi прошарки, наприклад, полiуретанову або пiнкогумову самоклейку стрiчку (рис. 5.4).
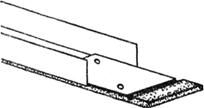
Рис. 5.4. Накладка зi стрiчковоi сталi для пiдсилення дюбельного крiплення нижньоi напрямноi (профiль UW) на ущiльнювальнiй стрiчцi
За необхiдностi перед укладанням звукоiзоляцii на поверхню перекриття, якщо вона нерiвна, може виникнути потреба влаштування гiпсовоi стяжки, оскiльки ущiльнення примикання повинно заповнити весь перерiз стiни по всiй його ширинi та бути в обтиснутому станi.
Конструкцiя вузлiв крiплення каркаса в мiсцях його примикання до несiвних конструкцiй будiвель визначаiться мiцнiстю i деформативнiстю основ та характером зусиль, що виникають у крiпленнях. Каркаси до основ можуть закрiплюватись за допомогою шурупiв (до деревини); електрозварювання (до сталi); болтiв i дюбелiв (до бетону, цегли); геометричного замикання (з використанням порожнин в основi); закладних деталей або анкерiв.
При влаштуваннi пiдвiсних стель крiплення напрямних елементiв каркаса виконуiться за допомогою регульованих (за висотою) пiдвiсок.
У вузлах крiплення каркасiв до основ можуть виникати такi види зусиль:
тАв при крiпленнi перегородок до стiн або несiвних перегородок iз цегли, бетону тАФ зрiз;
тАв при крiпленнi перегородок до перекриттiв тАФ зрiз, розтягання або стиснення у випадку прогину перекриття;
тАв при крiпленнi пiдшивних або пiдвiсних стель до перекриттiв з залiзобетону, балочних перекриттiв iз заповнювачем тАФ розтягання (з урахуванням динамiчних навантажень), розтягання з вигином (у разi прогину перекриттiв).
Металевi напрямнi профiлi до пiдлоги, стель й стiнок закрiплюють шурупами або дюбелями (рис. 5.5).
Вiдстань мiж сусiднiми дюбелями маi бути не бiльше як 0,8-1 м. Кожний профiль повинен бути закрiплений не менше нiж трьома дюбелями. Вiдстань мiж крайнiм дюбелем i стiнкою або стелею повинна бути не бiльше як 10 см. Вiдстань мiж точками
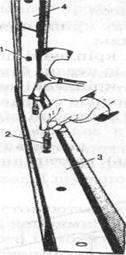
Рис. 5.5. Крiплення металевого каркаса перегородки до стiнки й пiдлоги розпiрними дюбелями: 1 тАФ закрiплений до стiнки профiль; 2 тАФ розпiрний дюбель iз гвинтом; З тАФ напрямний профiль; 4 тАФущiльнювач
крiплення крайнiх вертикальних елементiв каркаса до стiнок, пiлястр, колон беруть 1 м.
Застосування дюбелiв передбачаi такi вимоги:
тАв тип дюбеля пiдбираiться залежно вiд матерiалу основи (бетон, цегляна кладка з повнотiлоi цегли, кладка з дiрчастоi цегли або порожньотiлих блокiв, стiнки з порожнистих панелей);
тАв врахування типу i величини зусилля на дюбель у процесi експлуатацii будiвлi (зрiзання, вигин, розтягання);
тАв мiнiмальнi вiдстанi мiж сусiднiми дюбелями визначаються величиною iх заглиблення в основу. Наприклад, мiж металевими дюбелями воно маi бути не менше 4-кратноi глибини заглиблення; пластмасовими в бетонi тАФ 2-кратноi, при цьому вiдстань вiд дюбеля до краю конструкцii слiд брати не менше половини мiнiмальноi вiдстанi мiж сусiднiми дюбелями;
тАв для полегшення крiплення U-подiбнi профiлi поставляються з попередньо просвердленими отворами для дюбелiв.
З метою пiдсилення анкерування напрямного профiлю до пiдлоги в мiсцях крiплення використовують накладки зi стрiчковоi сталi (рис. 5.4.)
Монтаж металевих каркасiв. Для з'iднання металевих елементiв каркаса з рiзних типiв профiлiв (напрямних, стоякових, стельових) застосовуються самонарiзнi (сталевi) шурупи з вiстрям свердлового типу i цилiндричною головкою типу LN 9,5 або LN 16 (рис. 5.6.) з використанням шуруповерта.
Рис. 5.6. Сталевий шуруп типу LN
Антикорозiйний захист шурупiв забезпечено нанесенням на них кадмiiвого покриття або фосфатуванням. При цьому вони намагнiчуються та легко центруються в головцi шуруповерта пiд час загвинчування.
Металевi профiлi типу CW, що використовуються як стояки каркаса, встановлюються у верхнi й нижнi напрямнi пiд кутом з одночасним поворотом стояка до проектного положення. Вирiвнювання стоякiв (за допомогою виска) з дотримуванням проектного iнтервалу мiж ними можна виконувати пiзнiше при закрiплюваннi ГКП до каркаса, з урахуванням маркування на тильному боцi ГКП.
При монтажi каркаса його стояки слiд встановлювати вiдкритим боком (тобто стiнкою назад) у напрямку монтажу так, щоб наступне крiплення кожного ГКП вiдбувалося з боку стiнки стояка (рис.5.7).
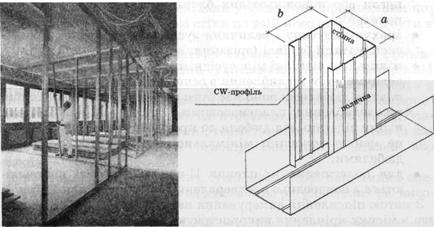
Рис. 5.7. Виконання робiт при встановленнi стоякових профiлiв у напрямнi профiлi
Це даi можливiсть закрiплення найближчого до несiвноi стiнки ГКП, що збiльшуi жорсткiсть стояка i тим самим полегшуi процес обшивки каркаса i вiдвертаi небезпеку деформування його стоякiв. Пiд час монтажу стоякiв крiплення iх до напрямних профiлiв здiйснюють методом виштамповки або просiчки з вiдгином за допомогою спецiального просiкача (рис.5.8).

Рис. 5.8. Просiкач для з'iднай ня профiлiв UW i CW при монтажi металевих каркасiв
У подальшому мiцнiсть i жорсткiсть цього з'iднання будуть пiдсиленi пiд час крiплення до каркаса ГКП металевими шурупами.
Осьовi вiдстанi мiж стояками перегородок майже не залежать вiд методу крiплення до напрямних i здебiльшого визначаються методом крiплення ГКП тАФ поперек чи уздовж волокон картонноi оболонки, товщиною ГКП та iхньою кiлькiстю в обшивцi
(табл.2). На цю вiдстань маi також вплив облицювання ГКП керамiчною плиткою.
Таблиця 2. Допустимi вiдстанi мiж осями стоякiв металевого каркаса при жорсткому з'iднаннi з ним ГКП шурупами
| Товщина ГКП | Допустимi вiдстанi мiж осями стоякiв |
| при поперечному розмiщеннi ГКП (стояки перпендикулярнi до волокон картону) | при поздовжньому розмiщеннi ГКП (стояки паралельнi волокнам картону) |
9,5 12,5 15 18 25 2x12,5 | 400 600 750* 900* 1250 (1200)* 1250 (1200)* | - 600 600 600 600 600 |
* У разi облицювання керамiчною плиткою тАФ 415 мм.
Допустима висота металевих каркасiв гiпсокартонних перегородок (табл.3) залежить вiд типу iхньоi конструкцii, що маi систему умовних позначень, указаних у цiй таблицi. Визначення типу конструкцii гiпсокартонноi перегородки за умовним позначенням даi змогу встановити матерiал каркаса конструкцii й тип стоякового профiлю, загальну товщину перегородки.
Таблиця 3. Допустимi висоти гiпсокартонних перегородок iз металевими стояками каркаса при товщинi сталi 0,6 мм та осьових вiдстанях мiж стояками 600 мм