Производство пенобетона
Производство пенобетона.
Назначение данной технологии.
На сегодняшний день в строительство с огромной силой врываются новые технологии. Одна из таких технологий, обретшая вторую жизнь только сейчас, пенобетон. Использование легкого бетона в строительстве становится все более и более распространенным. Покажем некоторые из типовых областей использования этого бетона в настоящее время. Этот материал используется на крышах и полах как тепло- и звукоизоляция (то есть сам по себе это не конструкционный материал). Он также используется для теннисных кортов и заполнения пустот в кирпичной кладке подземных стен, изоляции в пустотелых блоках и любом другом заполнении, где требуются высокие изоляционные свойства. Используется для изготовления сборных блоков и панелей перегородок, покрывающих плит подвесных потолков, тепло- и звукоизоляции в многоуровневых жилых и коммерческих сооружениях бетон этой плотности также идеален для объемного заполнения. Этот материал используется в бетонных блоках и панелях для наружных стен и перегородок, бетонных плитах для покрытий крыш и перекрытий этажей. Этот материал используется в сборных панелях любой размерности для коммерческого и промышленного использования, монолитных стенах, садовых украшениях и других областях. Покрытия полов слоем пенобетона скрепляют керамические плитки, плиты мраморного мощения, цементные плитки и т.д. Вообще, пенобетон с плотностью 500 кг/м3 используется, чтобы получить тепло и звукоизоляцию при небольшой нагрузке на структуру. Минимальная толщина такого покрытия 40 мм. Перед укладкой материала на существующий пол, поверхность должна быть увлажнена, но не сильно. Эластичные покрытия полов применяется для полов, которые должны быть покрыты ковром, паркетом, виниловыми плитками и т.д. Наиболее подходящая плотность бетона - 1100 кг/м3 с отношением цемента к песку 2:1.Ва Область применения пенобетона: производство строительных блоков, для классического строительства домов и перегородок, Вамонолитное домостроение тепло- и звукоизоляция стен, полов, плит, перекрытий, заполнение пустотных пространств.Ва Пенобетон очень текуч, и им можно заполнять любые пустоты, даже в самых труднодоступных местах через небольшие отверстия (подоконники, трубы и т.п.).Ва Теплоизоляция крыш, пенобетон низкой плотности дает превосходные тепловые свойства изоляции,Ва заполнение траншейных полостей.Ва Пенобетон не оседает, не требует виброуплотнения и имеет превосходные характеристики по распределению нагрузки, обеспечивая заполнение высокого качества, использование в туннелях, пенобетон используется, чтобы заполнить пустоты, которые возникают при прокладке туннелей теплоизоляция трубопроводов (как при производстве труб, так и, непосредственно, на объектах в специальную опалубку).
ВаНа пенобетоны имеется ГОСТ и различные сертификаты. Ячеистые бетоны в соответствии с ГОСТ 25495-89 "Бетоны ячеистые, технические условия" подразделяются на два основных типа - неавтоклавный пенобетон и автоклавный газобетон. Различия этих бетонов с точки зрения вторичного использования весьма существенны " первый имеет преимущественно замкнутую пористость, а второй " сквозную. Теплоизоляционный пенобетон согласно ГОСТ 25485 "Бетоны ячеистые. Технические условия" имеет минимальную марку по средней плотности, равную D300, а в соответствии с ГОСТ 5742 "Изделия из ячеистых бетонов теплоизоляционные" в зависимости от средней плотности изделия подразделяют на две марки: 350 и 400. Установленный нормативными документами нижний предел марок по средней плотности для ячеистого бетона не соответствует современному уровню знаний о поризованных структурах и практике изготовления теплоизоляционных изделий из цементного пенобетона неавтоклавного твердения. Производство пенобетона со средней плотностью менее 300 кг/м3 потребовало разработки технических условий на плиты из пенобетона теплоизоляционные, которые подразделяют на марки D150, D200, D250, D300 и D350. Изготовление изделий из пенобетона марок D300 и D350 ведется, как правило, без специальных приемов по стабилизации пенобетонной смеси. Получение пенобетона со средней плотностью 250 кг/м3 на портландцементе ПЦ 500-ДО достигнуто использованием добавок, повышающих седиментационную устойчивость частиц твердой фазы в пенобетонной смеси. Снижение средней плотности до 200 кг/м3 при традиционно применяемых схемах производства приводит к коалесценции* трехфазной пены и формированию крупнопористой структуры пенобетонных изделий размером пор 2"7 мм, а также расслоению пенобетонных смесей, что потребовало дальнейшего совершенствования рецептур и технологических приемов приготовления пенобетонной смеси.
Физические (химические, биологические) процессы лежащие вВа основе данной технологии.
Классическая схема. Сущность способа заключается в смешении пены с растворной смесью. Концентрат пенообразователя и часть воды дозируют по объему, затем их смешивают с получением рабочего раствора пенообразователя. Рабочий раствор пенообразователя поступает в пеногенератор, Вадля получения пены. Вторую часть воды дозируют по объему, цемент и песок - по массе и из них изготавливают растворную смесь. В пенобетоносмеситель подается пена из пеногенератора и растворная смесь. Пенобетонная смесь, приготовленная в пенобетоносмесителе, насосом транспортируется к месту укладки в формы или монолитную конструкцию.
Пеннобаротехнология.
Сущность способа заключается в поризации под избыточным давлением смеси всех сырьевых компонентов. Концентрат пенообразователя и воду дозируют по объему, цемент и песок - по массе (или дозируется по массе специально изготовленная сухая смесь из сухого пенообразователя, цемента и песка). Все компоненты подают в пенобаробетоносмеситель, куда компрессором нагнетается воздух, создавая внутри давление. Пенобетонная смесь, полученная в пенобаробетоносмесителе, под давлением транспортируется из смесителя к месту укладки в формы или монолитную конструкцию. Последующая стадия формования изделий из пенобетонных смесей осуществляется с соблюдением основного условия - получение поризованной массы с хорошо организованной пористостью.
Образование пор в растворе может осуществляться двумя способами: химическим, когда в тесто вяжущего вводят газообразующую добавку и в смеси происходят химические реакции, сопровождающиеся выделением газа; механическим, заключающимся в том, что тесто вяжущего смешивают с отдельно приготовленной устойчивой пеной.
Пенобетон - история возникновения
История пенобетона берет свое начало в тридцатых годах прошлого века. Советский ученый, строитель-экспериментатор Брюшков добавил в цементный раствор мыльный корень - растение, обитающее в Средней Азии и образующее пену. В итоге на свет появился новый строительный материал - пенобетон. Уже позже специалисты начали активно смешивать цемент с химическими добавками - пено или газообразующими веществами (алюминиевой пудрой, клееканифольным раствором и др.). На основе этих разработок в России стали изготавливать строительные материалы из пенобетона - блоки, перегородки, стеновые панели, которые по своим теплоизоляционным свойствам превышали кирпич и тяжелые бетоны в 3-5 раз. Но, не смотря на свои уникальные теплотехнические свойства, этот строительный материал прижился не сразу. Строители предпочитали использовать в основном традиционные строительные материалы тАУ кирпич, железобетон, древесину. Про пенобетон, принадлежащий к классу ячеистых бетонов, попросту забыли. Несколько лет назад специалисты Минстроя России проводили исследование теплопотерь жилых домов. Выяснилось, что традиционные строительные материалы не обеспечивают надежной теплоизоляции жилых помещений. Для того, чтобы добиться соответствия теплотехнических характеристик ограждающих конструкций новым нормам требовалось значительное увеличение их толщины, что привело бы к значительному росту затрат на строительство. Выход был найден тАУ предлагалось использовать пенобетон, изобретенный порядка семидесяти лет назад. Предприятиям строительной индустрии была дана директива о увеличении выпуска строительной продукции на основе пенобетона, разработке и внедрению технологического оборудования для выпуска пенобетонных блоков. Пенобетон вновь подвергли тщательному анализу и провели ряд испытаний. Для эксперимента выложили две стены - одну из кирпича, другую из пенобетона. Оказалось, что для того, чтобы одинаково сохранить тепло в помещении, кирпичная стена должна быть в пять раз толще пенобетонной. Кроме того, испытания показали, что пенобетон является хорошим звукоизолирующим материалом, который можно применять для звукоизоляции перегородок и перекрытий.
Основные предприятия (в Украине и за рубежом), работающие по данной технологии.
На сегодняшний день в строительство с огромной силой врываются новые технологии. Одна из таких технологий, обретшая вторую жизнь только сейчас, пенобетон. В Германии, Голландии, Скандинавских странах, Чехии пенобетон пользуется особой популярностью. Причем, в Чехии блоки из него называют "биоблоками", поскольку в качестве исходного сырья используются только экологически чистые природные компоненты: цемент, песок, вода. Популярность пенобетона не случайна и объясняется тем, что его легко произвести не только на больших заводах с дорогим оборудованием, но и непосредственно на стройке или на небольшом производстве. А практика давно доказала, если технология стала доступной для мелкого и среднего бизнеса, то её ждет большое развитие. На данный момент в России всего лишь несколько крупных производств и довольно большое количество мелких. Точное количество оценить очень трудно, но можно предполагать на основе продаж нескольких фирм-производителей оборудования, что на сегодняшний день в России работает около 1200 мелких производств пенобетона. Данное количество является недостаточным, о чем говорят очереди на пенобетон у большинства производителей. Скорее всего, в ближайшие два года количество производителей пенобетона увеличится, минимум, в четыре раза. Большинство этих производств находится в стадии начального взрывного развития, и после освоения "базового" производства блоков начинают, или начнут, искать варианты увеличения производительности и/или новые в строительном бизнесе связанные с пенобетоном.
Предприятия, производящие пенобетон в Украине:
Фирма ВлТЕПЛОМОНТАЖВ». - г. Днепропетровск;
ОАО ВлБУДМАШ В». - г. Винница;
ВаПо ВлЛУГАНСКЖЕЛЕЗОБЕТОНВ». - ВаВаг. Луганск;
ВаЗАОВа Завод Железобетонных Конструкций "Бетон Нова". - , Донецкая обл., г. Дебальцево.
ОООВа ВлДиск БетонВ». -Ва ВаДонецкая обл., г. Макеевка.
ВаОАО ВлОпытный Завод Ячеистых БетоновВ». - ВаОдесская обл., г. Белгород-днестровский.
Предприятия, производящие пенобетон за рубежом:
Россия.
ООО ВлЛюберецкий завод сухих строительных смесейВ». тАУ г. Москва.
ОООВа ВлМаксмарблВ». тАУ Московская обл.Ва г. Мытищи.
группа компаний KAMROCK/КАМРОК. тАУ г. Москва.
ООО Вл ПроБилдингВ». тАУ г. Санкт-Петербург.
Беларусь.
СП ВаВлСтимул AGВ» - г. Минск.
Европа.
Фирмы : CREATON, Rathscheck Schiefer,Ва Hausprofi,Ва Flender-Flux. тАУ Германия.
Компания Erlus. тАУ Польша.
Компания KME. тАУ Чехия.
Словацкая компания АО ВлКомпелВ»
Сырьё (полуфабрикаты, природные ресурсы ) использующиеся в производстве пенобетона.
ВаВ качестве исходного сырья используются только экологически чистые природные компоненты: цемент, песок, вода. ВаВаВаБесцементные Ваячеистые бетоны (газо- и пеносиликат) автоклавного твердения изготовляют, применяя молотую негашеную известь. Вяжущее применяют совместно с кремнеземистым компонентом, содержащим двуоксид кремния. Кремнеземистый компонент (молотый кварцевый песок, речной песок, зола-унос ТЭС и молотый гранулированный доменный шлак) уменьшают расход вяжущего, усадку бетона и повышают качество ячеистого бетона. Кварцевый песок обычно размалывают мокрым способом и применяют в виде песчаного шлама. Измельчение увеличивает удельную поверхность кремнеземистого компонента и повышает его химическую активность. Обычно, очень экономически выгодно применение побочных продуктов промышленности (зола-уноса, доменных шлаков, нефелинового шлама) для изготовления ячеистого бетона.
Вяжущие вещества.
Цемент. Основное влияние на качество цемента оказывает высокое содержание трехкальциевого силиката (так называемого алита), который обладает свойствами быстротвердеющего гидравлического вещества высокой прочности. Двухкальциевый силикат (белит - медленнотвердеющее гидравлическое вяжущее средней прочности. ВаТрехкальциевый алюминат твердеет быстро, но имеет низкую прочность. Изменяя минералогический состав цемента, можно варьировать его качество.
Наиболее широкое применение в производстве ячеистых бетонов получил портландцемент марок 400-500 (М400, М500). Для более точной характеристики его свойств следует оговаривать количество минеральных добавок. Например, в ПЦ-500Д0 - их до 5%, а в ПЦ-500Д20 - до 20% и т.п.
Известь. Требуемая технология ячеистого бетона может определять известь в качестве основного вяжущего. При этом особое внимание уделяют значительному количеству активных окиси кальция (СаО) и магния (МgО). Общая активность извести не должна быть менее 75%, количество МgО - не более 1,5%. В производстве можно применять известь - молотую кипелку и пушонку. Известь должна быть равномерно обожженной. Двуводный гипс, добавляемый в бетонное тесто для замедления скорости гашения молотой извести-кипелки, должен иметь тонкость помола, характеризуемую остатком на сите № 02 не более 3 %. Допускается применять полуводный гипс вместе с добавкой поташа.
Заполнители.
К заполнителям - кремнеземистым сырьевым компонентам бетонной смеси предъявляются требования, учитывающие особенности их влияния на свойства ячеистого бетона. Наиболее существенное влияние на свойства бетона оказывают зерновой состав, прочность и чистота заполнителя. Кроме того, заполнитель воспринимает усадочные напряжения и может в несколько раз уменьшить усадку бетона по сравнению с усадкой цементного камня.
В производстве ячеистых бетонов следует использовать мелкие заполнители из естественных или искусственных песков. Также могут применяться зола-унос тепловых электростанций, маршалит и другие материалы.
Песок. Чаще всего используют естественные кварцевые пески с примесью зерен минералов, реже - более дорогой песок, получаемый дроблением горных пород. Рекомендуется применять чистые кварцевые пески (речной или горный), содержащие не менее 90 % кремнезема, не более 5 % глины и 0,5 % слюды. Песок в зависимости от плотности ячеистого бетона должен иметь удельную поверхность 1200- 2000 см2/г.
Зола-унос, применяемая при изготовлении ячеистых бетонов вместо молотого песка, отличается неоднородностью химико-минералогического состава. Зола характеризуется высокой пористостью и дисперсностью. Эти особенности свойств золы способствуют повышенной влагоемкости и замедленной водоотдаче бетона, его пониженной трещиностойкости. К преимуществам золы по сравнению с песком можно отнести возможность применения ее в отдельных случаях без предварительного размола. Это позволяет получать изделия меньшей плотности, чем с кварцевым песком. Зола-унос должна содержать кремнезема не менее 40%; потеря в массе при прокаливании в золах, получаемых при сжигании антрацита и каменного угля, не должна превышать 8%, в
остальных, золах-5%; удельная поверхность составляет2000 - 3000 см2/г.
Вода.
Для приготовления бетонной смеси используют водопроводную питьевую, а также любую воду, имеющую водородный показатель рН не менее 4 (т. е. некислую, не окрашивающую лакмусовую бумагу в красный цвет). Вода не должна содержать сульфатов более 2700 мг/л (в пересчете на 304) и всех солей более 5000 мг/л. В сомнительных случаях пригодность воды для приготовления бетонной смеси необходимо проверять путем сравнительных испытаний образцов, изготовленных на данной воде и на обычной водопроводной.
Порообразователи
Поробразователи: газообразующие, пенообразующие - специальные добавки, регулирующие плотность и пористость бетонной смеси и ячеистого бетона в целом. Большинство порообразователей растворимы в воде и их вводят в смеситель в виде предварительно приготовленного раствора. Некоторые добавки вводят в виде эмульсии или в виде взвесей в воде. Оптимальная дозировка добавки зависит от вида цемента, состава бетонной смеси, технологии изготовления изделий из ячеистого бетона. Обычно применяют от массы цемента 0,1-0,3% порообразователя. На практике оптимальную дозировку добавки определяют опытным путем.
Пенообразователи. Применяемый пенообразователь должен способствующих получению устойчивых пен. В качестве пенообразователей используют несколько видов поверхностно-активных веществ.
Применяют протеиновые (клееканифольный, смолосапониновый и некоторые другие) и синтетические пенообразователи, которые позволяют получить пену с выходом пор (отношением объема пены к массе пенообразователя) не менее 15. Размеры воздушных ячеек пены 1-2 мм; пена не должна разрушаться при перемешивании с раствором.
Этапы основного процесса получения пенобетона.
Технология приготовления пенобетона достаточно проста. В цементно-песчаную смесь добавляется пенообразователь или готовая пена. После перемешивания компонентов смесь готова для формирования из нее различных строительных изделий: стеновых блоков, перегородок, перемычек, плит перекрытия и т.д. Такой пенобетон с успехом можно использовать для заливки в формы, пола, кровли, а также для монолитного строительства. В отличие от ячеистого газобетона, при получении пенобетона используется менее энергоемкая Вабезавтоклавная технология. Кроме простоты производства, пенобетон обладает и множеством других положительных качеств. Например, в процессе его приготовления легко удается придать этому материалу требуемую плотность путем изменения подачи количества пенообразователя. В результате возможно получение изделий плотностью от 200 кг/м3 до самых предельных значений легкого бетона 1200-1500 кг/м3.
ВаЕго пористость создаётся не только сферическими ячейками, но и капиллярными порами, образующимися от гидратирующей и избыточной воды затворения (контракционная и капиллярная пористость). Поэтому содержание воздуха в пенобетонах может достигать 95 и более процентов. Однако, могут быть пенобетоны, которые изготовляют с небольшим количеством воздуха для повышения их морозостойкости и кавитационной стойкости, но при сохранении высоких прочностных свойств. Это так называемые мелкозернистые поризованные бетоны объёмной массой от 1 300 до 1 800 кг/ м3 (марок по плотности Д1300-Д1800).
При приготовлении пенобетона воздух под избыточным давлением вводится в бетонную смесь с помощью отдельно приготовленной пены или скоростным перемешиванием (взбиванием) растворных смесей со специальными поверхностно-активными добавками (ПАВ), снижающими поверхностное натяжение воды и удерживающими вовлечённый при перемешивании воздух. В ходе структурообразования пенобетона с помощью ПАВ раствор, состоящий из пузырьков воздуха, на поверхности которых равномерно распределены частицы цемента, имеющие размер от 20 до 80 микрон, постепенно преобразуется в поризованный камень.
Совмещение технологических операций перемешивания, транспортирования и формирования пор существенно влияет на свойства конечного продукта и позволяет получать заданную плотность и теплопроводность пенобетона. Прогрессивная технология и современное оборудование позволяют производить пенобетон плотностью от 400 до 1200 кг/м3, твердеющий при атмосферном давлении. В процессе формовки для ускорения твердения пенобетонов иногда применяют пропарку при атмосферном давлении, электропрогрев, быстротвердеющие цементы или химические добавки-ускорители.
Пену готовят из водных растворов специальных пенообразователей с добавками ПАВ в лопастных пеновзбивателях или центробежных насосах. Применяют клееканифольный, Васмолосапоиновый, алюмосульфо-нафтеновый и синтетические пенообразователи. Стабилизаторами пены служат добавки раствора животного клея, жидкого стекла или сернокислого железа; минерализаторами же являются цемент и известь.
В результате выполнения основных технологических операций приготовления пенобетона, вышеописанных в общем виде, в бетонной смеси происходят качественные изменения, его молекулярная структура приобретает свойства системы сферических ячеек диаметром от 0,1 до 2 мм в неограниченной матрице (например, в цементно-песчаной). Окончательно структура готового изделия создается, после его формования и твердения.
Пористая структура полностью формируется в очень короткий промежуток времени в условиях механического перемешивания под избыточным давлением. Поэтому температура окружающей среды, точность дозировки компонентов, в том числе строгое выдерживание водотвердого отношения, постоянство свойств вяжущего и кремнеземистых заполнителей не оказывают в этом случае такого большого влияния на свойства материала, как для газобетонов. Основной показатель ячеистого бетона - средняя плотность, легко корректируется непосредственно в ходе технологического процесса. Это очень важно при изготовлении таких бетонов на малых предприятиях или строительных площадках.
Обычные пенобетоны делятся на теплоизоляционные (Д200-Д400), конструкционно-теплоизоляционные (Д500-Д800) и конструкционные (Д900-Д1200).
Технологическое оборудование для производства пенобетона.
Бетоносмеситель для производства ячеистого бетона
Бетоносмеситель для производства ячеистого бетона представляет собой цельнометаллический сосуд - тонкостенную стальную чашу или цистерну. В зависимости от требуемой емкости смеситель может иметь вертикальное или горизонтальное расположение чаши. Смеситель - центральный компонент технологической линии - производственного участка или отдельной установки, например пенобетонной. Особенности технологического цикла смесеобразования обуславливают применение в качестве смесителя сосуда, работающего как при обычном атмосферном давлении, так и при повышенном.

Рис.1 Смеситель ячеистобетонный стандартный:
1 - смесительный барабан; 2- загрузочная воронка; 3- электродвигатель; 4 - смесительные лопатки; 5 - выгрузочное устройство
|
По способу смесеобразования, Вабетоносмеситель для производства ячеистого бетона, относится в классу смесителей принудительного перемешивания. В отличии от бетоносмесителей тяжелых бетонов, так называемых смесителей гравитационного действия, смешивание ячеистобетонной смеси производится лопатками, насаженными на валы, которые монтируют вдоль продольной оси сосуда (см. рис.1).
Основное требование к процессу перемешивания средствами бетоносмесителя - обеспечить однородность бетонной массы и исключить расслоение ее структуры. Смесители принудительного промешивания целесообразны для приготовления кроме ячеистых бетонов также смесей повышенной жесткости и смесей из легких бетонов на пористых заполнителях (пористые заполнители не могут эффективно участвовать в перемешивании теста в смесителях свободного падения - гравитационных, используемых доля приготовления тяжелых бетонов).
Время перемешивания зависит от подвижности бетонной смеси и вместимости бетоносмесителя. Чем меньше подвижность бетонной смеси и больше вместимость бетоносмесителя, тем больше время, необходимое для перемешивания. Например, для емкости смесителя 500 дм3 оно составляет 1,5..2 мин, а для емкости 2400 дм3 -3 мин. и более.
Смесители промышленных линий по производству изделий из пенобетона представлены на рис.2.
Баросмеситель
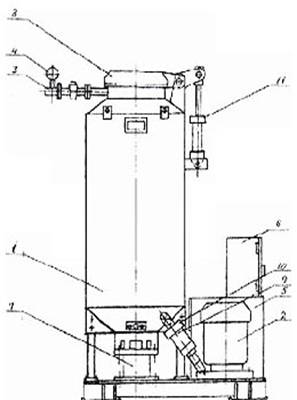
Рис.1 Схема баросмесителя:
1- баросмеситель; 2 - электродвигатель;
3 - воздуховод; 4 - манометр; 5 - защитный кожух; 6 - пульт управления; 7- вал;
8 - крышка; 9 - напорный кран; 10-штуцер; 11-рукоядка
|
Баросмеситель предназначен для производства пенобетонной смеси по одностадийной схеме. Он служит для изготовления пенобетонов плотностью от 400 до 1600 кг/куб.м и транспортировки их по бетонопроводу к месту использования. Позволяет производить заливку полов и кровель, заполнение подготовленных строительных пустот, изготовление блоков различного размера и плотности. Обеспечивает в период гомогенизации заполнение емкости смесителя компонентами пенобетонной смеси и ее перемешивание на малой скорости вращения вала смесителя, и последующий высокоскоростной режим поризации смеси. При этом происходит насыщение пеномассы в смесителе сжатым воздухом.
Баросмеситель совмещает функции смесителя, пеногенератора, пневмокамерного насоса и обеспечивает ввод всех сырьевых компонентов, подачу под давлением пенобетонной смеси на формование. Он оснащен валом со специально разработанными лопастями минимального аэродинамического сопротивления, вращающимися со скоростью до 800 об/мин, что создает турбулентный поток пеномассы. На концах полостей могут располагаться кавитационные насадки. Популярная модель пенобетонной установки "Турбо-0.25", выполненной на основе баросмесителя, поставляемой фирмой СтромРос имеет следующие характеристики:
| Производительность, куб.м/час | до 4,0 | | Объем емкости смесителя, куб.м | 0,27 | | Установленная мощность, кВт | 6,5 | | Рабочее давление воздуха, МПа | до 0,15 | Подача материала по бетонопроводу, м:
по горизонтали
по вертикали |
30
10
| | Габариты, м | 1,3х0,7х1,55 | | Масса, кг | 200 | | Средний срок окупаемости, мес | 1-2 |
Вместе с этим смотрят:
Авангардизм як явище архiтектури ХХ столiття
Автоматическая автозаправочная станция на 250 заправок в сутки
Амурський мiст
Анализ деятельности строительного предприятия "Луна-Ра-строй"
Анализ проектных решений 20-ти квартирного жилого дома
|