Охрана труда при изготовлении узлов и приборов и при эксплуатации радиоэлектронного оборудования
ГОУВПО ВлМОРДОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИМЕНИ Н.П. ОГАРЕВАВ»
РЕФЕРАТ
на тему:
ВлОхрана труда при изготовлении узлов и приборов и при эксплуатации радиоэлектронного оборудованияВ»
по курсу
ВлБезопасность жизнедеятельностиВ»
Саранск 2008
Содержание
1. Охрана труда при сборке узлов радиоаппаратуры
1.1 Склеивание деталей и узлов
1.2 Пайка деталей и узлов
1.3 Сварка деталей и узлов
2. Охрана труда при изготовлении радиоэлектронных изделий и приборов
2.1 Изготовление изделий методами литья и прессовки
2.2 Изготовление изделий из пластмасс
2.3 Изготовление деталей из керамики
2.4 Изготовление печатных плат
2.5 Изготовление полупроводниковых приборов и интегральных схем
2.6 Изготовление электровакуумных приборов
2.7 Изготовление отдельных приборов и деталей
3. Требования техники безопасности к радиоэлектронному оборудованию
Список использованных источников
1. Охрана труда при сборке узлов радиоаппаратуры
1.1 Склеивание деталей и узлов
Подготовку поверхности элементов к склеиванию проводят с помощью механической (гидропескоструйная очистка, шлифование) или химической (травление, обезжиривание) обработки. Наиболее часто при склеивании деталей используют клеи на основе фенолформальдегидных, кремнийорганических и эпоксидных смол.
Фенолформальдегидные смоляные клеи огнеопасны, выделяют пары фенола, формальдегида, растворителей, пыль также токсична (содержит фенол); при работе с клеем возможно заболевание кожи рук, раздражение дыхательных путей, расстройство пищеварения и др. Предельно допустимая концентрация фенола - 0,3 мг/м3; формальдегида - 0,5 мг/м3. К этой группе можно отнести клей 88, 88-Н; ВИАМ-Б-3 и др.
Кремнийорганический клей представляет собой раствор кремнийорганических смол в органических растворителях, таких как толуол, который является токсическим, действует на кровь, кроветворные органы и центральную нервную систему. К этой группе клеев относится клей КТ-17.
Эпоксидные клеи являются токсическими.
Вредными являются клеи БФ, БФ-2, БФ-4, состоящие из спиртового раствора фенольных и поливиниловых смол; термопреновый клей; представляющий собой натуральный каучук, растворенный в бензине; перхлорвиниловый - раствор перхлорвиниловой смолы в дихлорэтане и многие другие.
Для устранения вредных выделений при работе с клеями используется местная вытяжная вентиляция на рабочем месте. К индивидуальным средствам защиты относятся: защитные очки, спецодежда, резиновые или биологические перчатки, моющие средства и др. Необходимо строго соблюдать личную гигиену.
1.2 Пайка деталей и узлов
Пайка - неразъемное соединение деталей с помощью припоя. Наиболее часто применяемые припои тАФ оловянно-свинцовые (ПОС-18, ПОС-30, ПОС-40, ПОС-61) иПОСК-50,содержащий 32% свинца.
Процесс пайки сопровождается загрязнением воздушной среды, рабочих поверхностей, одежды и кожи рук работающих свинцом, это может привести к свинцовым отравлениям организма и вызвать изменения крови, нервной системы и сосудов. В целях предупреждения отравлений свинцом участки пайки оборудуются в соответствии с требованиями санитарных правил.
В помещениях, где производится пайка припоем, содержащим свинец, во избежание попадания свинца в организм не разрешается хранить личные вещи, принимать пищу и курить, а также стирать рабочую одежду дома. Рабочее место пайки оборудуется местной вытяжной вентиляцией, обеспечивающей концентрацию свинца в рабочей зоне не более предельно допустимой - 0,01 мг/м3.
Для предотвращения ожогов и загрязнения свинцом кожи рук работающих должны быть выданы салфетки для удаления лишнего припоя с жала паяльника, а также пинцеты для поддержания припаиваемого провода и для подачи припоя к месту пайки, если отсутствует автоматическая подача.
При монтажных работах, связанных с опасностью засорения или ожога глаз, предусмотрена выдача работающим защитных очков.
Для защиты от окисления мест пайки применяют флюсы: канифольно-спиртовой при пайке припоями ПОС-40, ПОС-61 и ПОСК-50, хлористый цинк при пайке и лужении припоями ПОС-18 и ПОС-30. Канифоль раздражает кожу, может вызвать сыпь, а хлористый цинк может вызывать сильное раздражение, прожигать кожу и слизистые оболочки.
Наиболее эффективными мерами, предупреждающими профессиональные заболевания при пайке, являются механизация и автоматизация паяльных работ, внедрение новых технологических процессов: облуживание методом погружения, избирательная пайка и пайка волной припоя (с применением печатного монтажа), что позволяет полностью исключить соприкосновение кожи работающих со свинцом и флюсами.
Необходимо отметить, что при объемном монтаже все чаще применяют метод накрутки провода на вывод с острыми кромками без последующей пайки. Накрутка производится специальным пистолетом, что создает десятикратную надежность соединения, и производительность такого монтажа в два с половиной раза выше, чем при пайке. Этот метод исключает вредные для здоровья испарения свинца, припоя, флюса и растворителей при промывке места пайки.
Значительное число паяльных работ выполняется вручную - паяльником, и для предупреждения профессиональных заболеваний необходимо после окончания работы споласкивать руки однопроцентным раствором уксусной кислоты, мыть их горячей водой с мылом, прополаскивать рот, чистить зубы и принимать теплый душ.
1.3 Сварка деталей и узлов
Сварка - неразъемное соединение деталей и элементов аппаратуры при местном (общем) нагреве, пластической деформации в результате установления межатомных связей в месте их соединения.
Наиболее распространена дуговая, контактная, конденсаторная сварка, а также сварка электронным и лазерным лучом.
Дуговая сварка осуществляется электрической дугой, температура которой достигает 6000В° С, при напряжениях переменного тока от 80 до 140 В, а в случае применения осциллятора - до 3000 В. Поэтому для обеспечения безопасной работы при сварке необходимо выполнять требования безопасности. Устройства для ручной дуговой сварки на переменном токе должны иметь ограничители напряжения холостого хода, снижающие его на выходных зажимах сварочной цепи до 12 В. Ограничитель напряжения холостого хода снабжается световой сигнализацией о наличии опасного напряжения. Осциллятор должен иметь блокировку, исключающую его включение при снятом защитном кожухе.
При сварочных работах воздушная среда производственных помещений загрязняется сварочным аэрозолем: окислами марганца, азота, озона, окисью углерода, что может привести к профессиональным заболеваниям.
Основными профессиональными заболеваниями сварщиков являются пневмокониоз; интоксикации марганцем, характеризующиеся заболеванием центральной нервной системы, и электроофтальмия - поражение слизистых оболочек глаз ультрафиолетовой радиацией электросварочной дуги. Тепловое излучение дуги, приводящее к ожогам кожи лица и рук, вызывает катаракту хрусталика глаза; видимые лучи дуги действуют ослепляюще на сетчатку глаз.
Для создания нормальных условий труда при сварке руководствуются Санитарными правилами. Для улавливания сварочного аэрозоля рабочие места оборудуются местной вытяжной вентиляцией. Общеобменная механическая вентиляция обязательна, если расход сварочных материалов на 1 м3 здания более 0,2 г/ч.
Электросварщик должен быть обеспечен спецодеждой по нормам и светофильтрами по ГОСТ 9447-60. Так, для тока от 30 до 75 А принимают светофильтр типа Э1. Цвет стекла темный, марка его ТС-3.
Контактная сварка (точечная, роликовая и стыковая) осуществляется местным нагревом или расплавлением металлов при прохождении через небольшие площадки в месте контакта свариваемых деталей электротока большой силы (напряжение до 42 В).
Контактные сварочные машины обеспечиваются ограждениями, предохраняющими оператора от выплесков металла и искр и позволяющими наблюдать за сваркой.
Машины для рельефной сварки должны иметь устройства, обеспечивающие безопасную работу оператора (двухкнопочное включение, фотоэлементы и др.).
При использовании конденсаторной сварки для обеспечения безопасности работы установки должны иметь разрядные устройства.
Электронно-лучевая сварка - это сварка расплавлением материалов за счет тепла, создаваемого электронной пушкой, работающей на постоянном токе при ускоряющих напряжениях до 70 кВ. Процесс сварки сопровождается электромагнитными излучениями (от рентгеновского до видимого). Сварка проводится в камере глубокого вакуума.
Основными опасностями являются: высокое напряжение, рентгеновское и световое излучения, вредные выделения при сварке.
 Защита от источников рентгеновского излучения должна производиться согласно требованиям безопасности при работах с источниками рентгеновских излучений, например, при напряжении 30 кВ и токе 30 мА толщина стального корпуса сварочной камеры должна быть равной 4,7 мм три расстоянии от антикатода 0,3 м. Смотровые окна вакуумной камеры должны быть выполнены из стекла марки ТФ-5 толщиной 6,2 мм и дополнительно из стекла для защиты глаз от светового излучения.
Защита от источников рентгеновского излучения должна производиться согласно требованиям безопасности при работах с источниками рентгеновских излучений, например, при напряжении 30 кВ и токе 30 мА толщина стального корпуса сварочной камеры должна быть равной 4,7 мм три расстоянии от антикатода 0,3 м. Смотровые окна вакуумной камеры должны быть выполнены из стекла марки ТФ-5 толщиной 6,2 мм и дополнительно из стекла для защиты глаз от светового излучения.
При расчете защитных экранов следует исходить из того, чтобы мощность дозы рентгеновского излучения на расстоянии 5 см установки не превышала 0,288 мР/ч при 36-часовой рабочей неделе.
В целях электробезопасности все токоведущие устройства, находящиеся под напряжением, должны быть расположены внутри заземленного металлического корпуса; электронно-лучевая пушка должна иметь блокировку, отключающую электропитание при снятии заземленного колпака; в источнике питания должен быть разрядник.
Лазерная сварка выполняется с помощью оптических квантовых генераторов (ОКГ), которые позволяют получить высоконаправленные пучки с большой плотностью энергии.
Поэтому основная опасность при лазерной сварке - прямой или отраженный луч ОКГ, попадающий в глаз, что приводит к повреждению сетчатки и роговой оболочки глаза, а также кожи век.
Другими опасными и вредными факторами являются: высокое напряжение до 18 кВ зарядных устройств, питающих батарею конденсаторов; загрязнение воздушной среды при разрядке импульсных ламп накачки азоном, окислами азота и окисью углерода при сварке материалов.
Меры защиты предусмотрены Санитарными нормами и Правилами устройства и эксплуатации лазеров (СНиПУЭЛ). При работе лазерных установок применяются коллективные (организационные и технические) и индивидуальные средства защиты. Правильная организация работ исключает попадание людей в лазерно-опасную зону. Предусматривается постоянный контроль работ и состояния здоровья персонала. В случае облучения глаз или кожи лазерными излучениями выше предельно допустимых уровней, установленных СНиПУЭЛ, надо немедленно обратиться к врачу и заполнить карту экстренного извещения.
Лазерно-опасная зона определяется расчетными и экспериментальными методами, она четко обозначается и ограждается стойкими непрозрачными экранами.
Излучающие головки с импульсными лампами накачки должны иметь блокировку, исключающую возможность их вспышки при открытом осветителе. Лампы накачки заключаются в светонепроницаемые кожухи, а конденсаторы обеспечиваются разрядными устройствами.
Рабочие помещения сварки оборудуются приточно-вытяжной вентиляцией, обеспечивающей предельно допустимые концентрации вредных веществ.
2. Охрана труда при изготовлении радиоэлектронных изделий и приборов
2.1 Изготовление изделий методами литья и прессовки
При изготовлении радиоэлектронных узлов и деталей широко применяются отлитые и прессованные заготовки-детали. В результате литья и прессования работающие могут подвергаться воздействию ряда опасных и вредных факторов.
В литейных цехах на шихтовых участках при перемещении и укладке материалов и, в особенности, при разделке металлолома возможны ранения и ушибы. Во избежание травматизма все трудоемкие работы должны быть механизированы.
Для подготовки формовочных земель и стержневых составов применяются бегуны. Во избежание травматизма бегуны должны иметь индивидуальные электроприводы, а пусковое устройство должно располагаться на том месте, откуда видна внутренняя часть бегуна.
Ручная и механическая формовка производится с разливкой металла на общей площади формовочного плаца, где формовщики подвергаются воздействию газа и опасности ожогов.
Для создания здоровых и безопасных условий труда формовщиков применяется ступенчатый режим работы и отдыха в литейных цехах рассеянного литья. Формовочные и стержневые пески должны обладать высокой огнестойкостью и пористостью, иначе может произойти размыв форм и вытекание металла, приводящее к ожогу.
В процессе разливки металла может произойти взрыв, выплеск расплавленного металла. Во избежание взрыва и выплеска металла приемочные ковши должны быть сухими и чистыми, не допускается оставлять в них какие-либо остатки застывшего холодного чугуна или шлака. Ковши заполняются металлом на 3/4 глубины.
При выбивке форм и очистке литья выделяется пыль, следовательно, необходима эффективная вентиляция. Малые отливки должны подаваться на рабочий стол, снабженный решеткой с нижним отсосом. Крупные отливки необходимо помещать в накатную камеру полугерметичного типа, оборудованную мощной вытяжной вентиляцией.
При обработке литья на наждачных станках и пневматических зубилах должны применяться защитные кожухи и экраны, а также защитные очки.
В производстве цветного литья для плавки применяются преимущественно тигельные горны. При недостаточной механизации труд по обслуживанию горнов весьма тяжелый, особенно при выгрузке тиглей. При резкой подаче дутья возможны выхлопы пламени из топок. При плавке в воздух рабочей зоны поступают аэрозоли применяемых металлов.
Процесс плавления бронзы сопровождается испарением меди и свинца, а при плавлении латуни возникает опасность отравления окисью цинка.
Получение силумина (сплав алюминия с кремнием) сопровождается загрязнением воздуха аэрозолями окиси алюминия.
Для оздоровления труда литейщиков печи для плавки оборудуются эффективной местной вытяжной вентиляцией, а участки - общей приточно-вытяжной вентиляцией. Рабочие, занятые плавкой, должны обеспечиваться спецодеждой, проходить периодический медицинский осмотр.
Для изготовления электроизоляционных деталей применяются порошковые пластмассы (карболит, текстолитовая крошка и другие), в которых содержатся фенолформальдегидные смолы. Формовка пластмасс производится на прессах, при этом работающие могут подвергаться воздействию пыли пластмасс, а при нагревании из пресс-порошков выделяются вредные газообразные вещества - фенол и формальдегид, которые могут вызвать у работающих профзаболевание. Во избежание этого прессы необходимо оборудовать эффективной местной вытяжной вентиляцией, удаляющей газовыделения непосредственно от мест их образования.
При работе на гидравлических прессах нужно соблюдать определенную последовательность в их управлении. При пуске необходимо вентилями сначала открыть сливную магистраль, затем магистрали низкого и высокого давления. При отключении пресса вентили должны закрываться в обратном порядке. Нарушение этой последовательности может привести к недопустимому возрастанию давления в ретурных цилиндрах и вследствие этого к разрыву болтов, манжет и других частей.
Для предотвращения аварии необходимо устанавливать на пресс обратный клапан, а во избежание внезапного повышения давления в сети устанавливаются предохранительные клапаны и специальные компенсаторы.
При работе на прессах возможны травмы рук, поэтому надо соблюдать требования безопасности.
Смену пресс-формы массой более 20 кг необходимо производить с применением блоков, талей и др.
Введение таблетирования пресс-порошков облегчает условия труда в цехах формовки пластмасс, так как устраняются пылевыделения при развешивании, дозировке и уминании порошка. Процесс изготовления таблеток должен быть изолирован и полуавтоматизирован.
Изготовление деталей методом литья производится на специальном оборудовании.
2.2 Изготовление изделий из пластмасс
При производстве радиоэлектронной аппаратуры применяется большое число деталей из изоляционных материалов. Детали изготовляются механически (резкой), при этом выделяется большое количество пыли и продуктов разложения материалов в газообразной форме. При воздействии пыли и газов могут появиться профзаболевания. Кроме того, при обработке материалов возможны механические травмы (порезы, ушибы и пр.).
Участки механической обработки необходимо изолировать от других участков цеха, для удаления пыли непосредственно из зоны дыхания станки должны оборудоваться местной вытяжной вентиляцией. При наличии большого числа станков применяется общеобменная вентиляция.
Для захвата пыли в месте ее образования важную роль играет конструкция пылеприемников. На рисунке 1 показаны пылеприемники, устанавливаемые на фрезерном и сверлильном станках. Выбрасываемый воздух должен очищаться от пыли в пылеотделителях (циклонах, электроциклонах и др.).
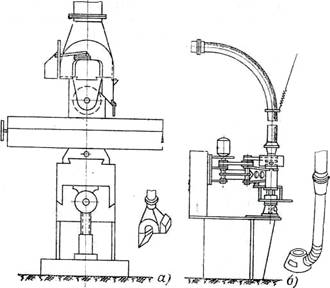
Рисунок 1 - Вентиляция при обработке пластмасс на станках:
а - фрезерном; б - сверлильном.
При механической обработке слоистых изоляционных материалов (гетинакса, текстолита и стеклотекстолита) можно полностью создавать безвредные процессы путем автоматизации с удалением оператора из зоны пылевыделений.
Дисковые пилы, применяемые для резки листового изоляционного материала, также оборудуются местной вытяжной вентиляцией. Во избежание пореза рук дисковая пила должна быть оборудована приспособлением для регулировки режущей части в соответствии с толщиной раскраиваемого материала.

 Технологические процессы, связанные с применением стеклоткани, сопровождаются выделением мелкой острокраевой пыли, которая, осаждаясь на открытые части тела, вызывает покалывание и зуд, а иногда раздражение слизистой оболочки глаз, и дыхательных путей. Поэтому работы со стеклотканью должны проводиться в отдельном помещении, оборудованном приточно-вытяжной вентиляцией, причем вытяжка должна превышать приток на 10тАФ15%. Спецодежда перед сдачей в гардеробную должна обеспыливаться пылесосом. По окончании работы работающие должны принять теплый душ без применения мыла, так как втирание мыла усиливает зуд.
Технологические процессы, связанные с применением стеклоткани, сопровождаются выделением мелкой острокраевой пыли, которая, осаждаясь на открытые части тела, вызывает покалывание и зуд, а иногда раздражение слизистой оболочки глаз, и дыхательных путей. Поэтому работы со стеклотканью должны проводиться в отдельном помещении, оборудованном приточно-вытяжной вентиляцией, причем вытяжка должна превышать приток на 10тАФ15%. Спецодежда перед сдачей в гардеробную должна обеспыливаться пылесосом. По окончании работы работающие должны принять теплый душ без применения мыла, так как втирание мыла усиливает зуд.
При механической обработке изоляционных материалов следует применять средства индивидуальной защиты (респираторы и очки) от выделяемой пыли.
2.3 Изготовление деталей из керамики
При изготовлении радиоэлектронных приборов широко применяются детали из керамики, для изготовления которых используются порошкообразные материалы из окиси алюминия, углекислого бария, соединений хрома и марганца, окиси бериллия, шамота и др.
В процессе изготовления керамики проводятся измельчение керамических материалов и приготовление масс, литейные работы, обжиг изделий, токарная обработка и шлифование, металлопокрытие и др.
Все перечисленные технологические операции сопровождаются большим выделением пыли, которая неблагоприятно воздействует на организм работающих.
Кварцсодержащая пыль может вызвать заболевание - силикоз. Пыль и пары марганца проникают в организм через дыхательные пути. При длительном воздействии марганца могут возникнуть тяжелые изменения центральной нервной системы; расстройство речи, замедление движений, затрудненная походка, понижение памяти, апатия и др.
Окись хрома может вызвать язвенные и атрофические процессы на слизистой оболочке носа. При попадании хрома на кожу могут образоваться глубокие и медленно заживающие язвы.
Окись бериллия, применяемая для получения вакуумной керамики, обладает чрезвычайно токсичными свойствами. Попадание окиси бериллия в легкие может вызвать тяжелое заболевание - бериллиоз. Попадание мелких частиц бериллия в ссадины, ранки кожного покрова может привести к развитию длительно не заживающих язвочек.
При токарной обработке и шлифовке керамики воздушная среда загрязняется аэрозолями керамической пыли и эмульсии.
Загрузка исходных материалов в дробильно-размольное оборудование и выгрузка их должны быть механизированы и герметизированы и производиться при включенной вентиляции.
Подготовка компонентов для приготовления керамических масс, перемещение материалов от одного агрегата к другому и загрузка их должны быть механизированы. Ручной труд можно допускать только при очистке и сортировке глины, талька и спека.
Размол хромисто-марганцевых и других порошков в шаровых, валковых и других мельницах необходимо производить мокрым способом и при полной герметизации. Увлажнение должно производиться под вытяжкой.
Просев молотых материалов и порошков должен производиться механизированным способом на виброситах или в ситах закрытого типа. Сита независимо от конструкции должны быть заключены в герметичные кожухи и присоединены к системе вытяжной вентиляции. При небольших объемах работ допускается ручное просеивание в вытяжном шкафу, скорость движения воздуха .в котором должна быть не менее 1,5 м/с.
Взвешивание порошковых материалов необходимо проводить в вытяжном шкафу с нижним отсосом со скоростью движения .воздуха в рабочем проеме 0,7-1,0 м/с.
Прессовку керамических изделий из порошка производят на прессах, работа на которых должна производиться с соблюдением мер безопасности.
В производстве керамики литейным способом необходимо приготовление литейных шликеров.
Разгрузка горячего шликера должна производиться, как правило, механическим способом, допускается вручную в опытном производстве. При разгрузке вручную операции выполняются не менее чем двумя рабочими в спецодежде и защитных очках. Переноску горячего шликера необходимо осуществлять в закрытой таре с ручкой.
Заливка шликера в литьевую машину и перемешивание должны быть механизированы. В случае же ручной заливки работающие должны надевать двойные хлопчатобумажные перчатки, рукава халата застегивать и пользоваться воронкой во избежание расплескивания шликера.
Для предотвращения выплескивания горячего шликера из литьевой машины работающие должны строго соблюдать технологический процесс, на машине должен быть установлен щиток (ограждение из прозрачного оргстекла).
Предварительный и окончательный обжиг керамических деталей, а также обжиг капсюлей производится в газовых и электрических печах.
Помещение печного участка должно быть оборудовано приточно-вытяжной вентиляцией, обеспечивающей не менее трехкратного обмена воздуха в час. Печи должны быть оборудованы местными отсосами в местах загрузки и выгрузки. Скорость движения воздуха в рабочем проеме отсоса должна быть не менее 1 м/с.
Конструкция печей должна удовлетворять требованиям максимальной автоматизации и механизации технологического процесса (подъем дверок и крышек окон, загрузка, выгрузка и перемещение изделий в печах и т. п.).
Срезка литников с керамических деталей на токарных станках должна производиться с соблюдением правил при холодной обработке металлов. При обточке больших изделий применяются люнеты.
При опиловке и полировке изделий на станке должны применяться приспособления, обеспечивающие безопасное выполнение обеих операций (щитки, экраны и др.). Полировочные, токарные и другие станки должны быть оборудованы пылеотсосами.
В процессе зачистки, обдува и шлифовки может выделяться много пыли и других аэрозолей, неблагоприятно воздействующих на организм работающих.
Участок зачистки и обдувки деталей после обжига должен находиться в отдельном помещении и быть оборудован приточно-вытяжной вентиляцией. Зачистка керамических деталей от засыпочного материала должна производиться в боксах, оборудованных местной вытяжной вентиляцией, с применением щеток, хлопчатобумажной ткани и др.
Обдувка деталей от засыпочного материала должна производиться в боксах с минимальными проемами для рук и внесения деталей, оборудованных местной вытяжной вентиляцией.
Шлифовка керамических изделий должна производиться мокрым способом. Если по технологии необходима сухая шлифовка, то станки должны оборудоваться местной вытяжной вентиляцией.
Работающие на станках с абразивным инструментом должны хорошо знать меры безопасности при работе на данных станках.
При работе на токарном станке со шлифовальной бормашиной особое внимание следует обращать на крепление абразива и состояние ограждения бормашины.
Во избежание поражения электрическим током электротермическую резку необходимо производить в диэлектрических перчатках, стоя на резиновом коврике (напряжение не должно превышать 42 В).
Процесс металлизации керамики заключается в обезжиривании, травлении, горячей промывке и гальваническом покрытии. Все рабочие места должны быть оборудованы местной вытяжной вентиляцией в соответствии с требованиями СНиП II-33-75.
В процессе приготовления суспензий для металлизации керамики и нанесения на керамику неблагоприятное воздействие на организм оказывают пары органических растворителей (амилацетат, ацетон и др.), которые не только токсичны, но и пожаро- и взрывоопасны.
Большую опасность представляет работа с цианистыми электролитами, применяемыми при дополнительном наращивании серебра или меди электролитическим путем. Учитывая все вредные и опасные факторы, участки для изготовления керамики следует выделить в отдельные помещения, оборудовать общей приточно-вытяжной вентиляцией, местными отсосами обеспечивающими чистоту воздуха с содержанием пыли и паров вредных веществ в концентрациях, не превышающих предельно допустимые нормы.
Особое внимание следует уделять мерам безопасности при изготовлении бериллиевой керамики. Все оборудование, производственные помещения и технологические процессы должны отвечать требованиям санитарных правил при работе с бериллием и его соединениями. Станочное оборудование, предназначенное для механической обработки бериллиевой керамике должно быть полностью изолировано от других участков и оборудовано местными вытяжными устройствами со специальными насадками обеспечивающими полное удаление образующейся пыли.
Металлизацию необходимо проводить в боксах со скоростью движения воздуха в рабочем проеме не менее 1 м/с.
При вжигании в бериллиевую керамику металлизированного слоя в атмосфере водорода необходимо строго соблюдать технологический режим - не допускать переувлажнения водорода и повышения температуры в печи, так как это может привести к образованию газообразных соединений бериллия. Перед выгрузкой деталей необходимо производить продувку печи азотом не менее 30 мин для удаления аэрозолей окиси бериллия. Все оборудование, на котором производится обработка бериллиевой керамики, должно быть оборудовано фильтрами, которые очищают воздух, поступающий в производственное помещение выбрасываемый в атмосферу.
2.4 Изготовление печатных плат
При изготовлении многослойных печатных плат (МПП) производится механическая обработка слоистых пластиков (резка, пробивка отверстий). Работающие на обработке слоистых пластиков должны соблюдать правила техники безопасности при холодной обработке материалов.
Важным фактором, ухудшающим условия труда в механических цехах (участках), является шум, производимый работающим оборудованием. Важное значение имеет правильное и достаточное освещение участков и рабочих мест холодной обработки материалов.
Промывка плат производится в изопропиловом спирте и ацетоне. При использовании спирта и ацетона необходимо учитывать, что эти вещества являются пожароопасными и вредными для здоровья.
Химическая очистка плат производится растворами фосфатов (тринатрийфосфат), натриевой соды, натриевой щелочи и др. При постоянной работе с растворами часты различные хронические поражения кожи. Весьма опасно попадание даже самых малых количеств NaOH в глаза.
В процессе химического меднения применяются вредные вещества: серная, соляная, азотная кислоты, хлорная медь, хлористый палладий, гидроокись натрия, сегнетова соль, трихлорэтилен. Поэтому необходимо соблюдать требования правил безопасности.
Для травления меди с пробельных участков плат используется ряд травителей; хлорное железо, персульфат аммония, хлорная медь, сплав ВлРозеВ», хромовый ангидрид с серной кислотой и ряд других являются токсическими веществами. К работе с этими травителями допускаются лица, обученные безопасным приемам работы и прошедшие инструктаж на рабочих местах по работе с вредными и ядовитыми веществами. В случае попадания травителей на кожу или слизистую оболочку глаз необходимо немедленно обильно промыть их проточной водой или 0,5тАФ1,0%-ным раствором квасцов и смазать вазелином или оливковым маслом, а затем обратиться в медпункт.
Работу с травителями следует проводить в спецодежде (халат, фартук полиэтиленовый, хлопчатобумажные и резиновые перчатки) и защитных очках. Рабочие места должны быть оборудованы. вытяжной вентиляцией.
2.5 Изготовление полупроводниковых приборов и интегральных схем
При изготовлении полупроводниковых приборов и микросхем проводятся следующие операции: получение мелкодисперсных порошков германия, кремния и других; получение резистивных сплавов; легирование; ориентация монокристаллических слитков; резка слитков на пластины; шлифовка пластин; диффузия; эпитаксия; фотолитография; разделение пластин на кристаллы; сборка и испытание и др.
При получении мелкодисперсных порошков на дробильно-размолочном оборудовании могут возникать шум, запыленность, а также опасность движущихся механизмов и электрооборудования. Поэтому оборудование должно быть обеспечено шумопоглотителями, герметизирующими приспособлениями, оградительными устройствами и защитой от поражения электрическим током.
Получение резистивных сплавов на основе кремния и хрома производят в индукционных печах, поэтому необходимо соблюдать требования безопасности при работе с индукционнымипечами.
При легировании германия мышьяком в печи зонной плавки воздушная среда загрязняется мышьяковистым водородом, а при легировании германия сурьмой - сурьмянистым водородом, которые являются токсическими. Во время ручной очистки внутренней поверхности печей от осаждающего германия или кремния и ихВ» соединений может возникать большая запыленность воздуха рабочей зоны. Во избежание профотравлений печи зонной плавки должны быть герметическими и оборудованы надежно действующей приточно-вытяжной вентиляцией с эффективными пылеуловителями.
Проверка ориентации монокристаллических слитков германия и кремния выполняется методом рентгенографии, основанном на отражении и дифракции рентгеновских излучений, опасных для работающих. Степень радиационной опасности при работе с источниками рентгеновских излучений определяется экспозиционной дозой, энергией излучения и характером облучения работающих.
Мощность дозы рентгеновского излучения в любой доступной точке установки на расстоянии 5 см от ее поверхности не должна превышать 25 мР/ч. Во избежание электротравматизма эксплуатация установок рентгенографии должна вестись согласно ПТЭ и ПТБ.
При резке слитков и шлифовке пластин могут быть механические травмы, запыленность воздуха рабочей зоны. Для создания безопасных и безвредных условий труда резка слитков производится на станках типа ВлАлмазВ», оборудованных защитными кожухами с окнами из оргстекла. Слитки полупроводниковых материалов при резке увлажняются водой (эмульсией), при этом образовавшиеся микрочастицы материала и алмазного инструмента смываются в отстойники.
Мокрая шлифовка пластин производится на станках типа МШ-259.
В процессе диффузии опасными и вредными факторами являются высокая температура и диффузанты (соединения бора, фосфора, мышьяка и др.). Фосфор, мышьяк обладают большей токсичностью.
В целях безопасности на диффузионных печах устанавливаются загрузочные и выгрузочные скафандры с местной вытяжной вентиляцией.
Процессы эпитаксиального наращивания слоев кремния n- и р- типа с необходимой концентрацией примесей проводятся на установках УНЭС-2П-ВМ при температуре 1250тАФ1300В° С в потоке водорода. Соединения фосфина с водородом, арсина с водородом и хлористый водород находятся в баллонах под давлением 600 кПа. При ведении технологического процесса возникают опасные и вредные факторы: взрыв водорода, отравление примесями, ожоги, поражение электрическим током и облучение ЭМП.
При замене баллонов с гидросодержащими смесями или испарителя с тетрахлоридом кремния необходимо отключать электропитание и подачу водорода на установку. Заполнять реактор водородом и его соединениями без предварительной продувки инертным газом категорически запрещается. Проверку герметичности вентилей и натекателей на линии хлористого водорода и хлоридной линии, по которой одновременно пропускается хлористый водород или парагазовая смесь и водород, производится раствором аммиака или лакмусовой бумажки (наличие белого дымка и покраснение лакмусовой бумажки указывают на нарушение герметичности системы).
Во избежание отравлений и ожогов работающие должны обеспечиваться СИЗ (противогаз, резиновые перчатки, защитные очки и т. п.), а установки должны иметь местную вытяжную вентиляцию. Для снижения уровня ЭМП высокочастотный генератор должен быть заэкранирован запрещается работать при открытом индукторе.
В процесс фотолитографии входят операции: нанесение фоторезиста; термообработка, совмещение и экспонирование; проявление фоторезиста; травление и снятие фоторезиста и др. При этих операциях работающие могут подвергаться воздействию различных опасных и вредных факторов: токсическое воздействие фоторезистов и органических растворителей, поражение электрическим током, ожог при термообработке; взрыв лампы типа ДРШ от перегрева и ультрафиолетовое излучение при работе лампы; ожог щелочами и травителями на основе концентрированных кислот (плавиковая, серная и др.).
Для устранения указанных опасных и вредных факторов и их воздействия применяются соответствующие мероприятия по охране труда.
Травление пластин производится в химшкафах герметического исполнения, облицованных внутри кислотостойкими материалами (винипласт, фторопласт) и оборудованных бортовыми отсосами со скоростью движения воздуха 8-10 м/с. Травильные ванны и технологическая оснастка изготовляются из фторопласта. Работающие на этой операции обеспечиваются СИЗ, (халаты кислотостойкие хирургические и хлопчатобумажные перчатки, полиэтиленовые фартуки и нарукавники, защитные очки).
Для снижения опасности производственных процессов и их сложности химическое травление заменяется плазмохимическим травлением (ПХТ) на установках типа ВлПлазмаВ». Установки работают при напряжении 1200 В в ВЧ диапазоне.
Разделение пластин на кристаллы производится алмазами и алмазными дисками на специальных установках. Опасные и вредные факторы такие же, как при резке полупроводниковых слитков на пластины.
Многие операции, например, фотолитография, сборка, визуальный контроль, измерения, требуют значительного напряжения зрения и являются монотонными, что приводит к быстрому утомлению. Поэтому необходимо поддерживать оптимальные параметры микроклимата согласно ГОСТ 12.1.005-76, нормируемые СНиП П-4-79 значения освещения, эргономические требования и организации рабочего места, а также к режиму труда и отдыха.
Контроль микросхем на электрические параметры (измерение обратного тока, прямого падения напряжения, емкости, ВАХ, коэффициента усиления и др.) производи
Вместе с этим смотрят:
РЖнформацiйнiсть як фактор ризику. Операцiя "Паганель"
РЖонiзуюче випромiнювання та його вплив на органiзм
Аварii на хiмiчно небезпечних об'iктах
Анализ вредных и опасных факторов на примере деятельности реставраторов произведений Графики Всероссийского художественного научно-реставрационного центра имени академика И.Э. Грабаря
Анализ государственных нормативных требований охраны труда, установленных действующим законодательством