Производственная безопасность (на примере ткацкого производства)
МЕТОДИЧЕСКИЕ УКАЗАНИЯ К КУРСОВМУ ПРОЕКТУ ПО ДИiИПЛИНЕ
тАЬПроизводственная безопасностьтАЭ
(на примере ткацкого производства)
Составитель:
Научный редактор:
Содержание:
1) Общая характеристика стадии производства (технологического процесса),описание работы.
2) Вид рассматриваемого в проекте оборудования.Схемы,чертежи машин,устройств.
3) Анализ основных опасных мест и зон проектируемого оборудования, условия травмирования, характерные для данного оборудования.
4) Основные вредные и опасные факторы.
5) Средства защиты работающих от травмирования. Системы автоматики. Методы повышения травмобезопасности.
6) Рекомендуемые устройства для обеспечения электробезопасности.
7) Индивидуальное задание. Расчет защитного устройства с его детальным описанием
8) Основные требования безопасности при ремонте и эксплуатации проектируемого оборудования.
9) Организационные мероприятия и инструктажи. Выбор СИЗ,спецодежды. Мероприятия по охране труда.
10) Основные выводы и рекомендации, предложения.
2)Вид рассматриваемого в проекте оборудования
КЛАССИФИКАЦИЯ И ОБЩЕЕ УСТРОЙСТВО ТКАЦКИХ
СТАНКОВ СТБ
Классификация. Бесчелночные ткацкие станки с малогабаритными прокладчиками утка типа СТБ предназначены для выработки хлопчатобумажных, шерстяных, шелковых и льняных тканей. В зависимости от конструкции отдельных механизмов и по другим признакам они подразделяются на следующие группы:
узкие тАФс рабочей шириной 175 (180) см и 216 (220) см и широкие тАФс рабочей шириной 250, 330 и 360 см;
с одноцветным и многоцветным уточным прибором; число цветов или видов уточных нитей, которое одновременно можно перерабатывать на станках СТБ, равно 4тАФ6;
эксцентриковые, кареточные и жаккардовые. На эксцентриковых станках этого вида можно вырабатывать ткани главных и многих видов мелкоузорчатых переплетений, имеющих раппорт по утку не более 8 нитей, с числом ремизок до 10. Установка кареточных зевообразовательных механизмов позволяет вырабатывать ткани с раппортом по утку до 300 и количеством ремизок до 18;
одно-, двух- и трехполотенные. На станках с шириной заправки по берду 175 (180) см вырабатывают ткани в одно полотно. На станках, имеющих рабочую ширину 216 (220) см и 250 см, возможна выработка одного и двух полотен ткани. Выпущена партия станков СТБ-220, предназначенных для выработки трех полотен для вафельных полотенец. Станки СТБ с шириной заправки по берду 330 см во всех отраслях текстильной промышленности используют как двух-и трехполотенные. На всех станках СТБ, >, кроме станка СТБ-175 (180) работают с двух навоев, а на данном станке тАФ с одного. Один навой применяют иногда и на станках шириной 216 (220) и 250 см;
с углом начала боя 140 и 105В° (положение главного вала в момент вылета прокладчика из уточной боевой коробки). Станки с шириной заправки по берду 175 (180) к 216 (220) см имеют угол боя, равный 140В°, станки с шириной 250 и 330 смтАФ 105В°. На станках с одним углом начала боя все одноименные механизмы работают по общим цикловым диаграммам. Станки СТБ, серийно выпускаемые в настоящее время, предназначены в основном для выработки тканей средних по напряженности заправки.
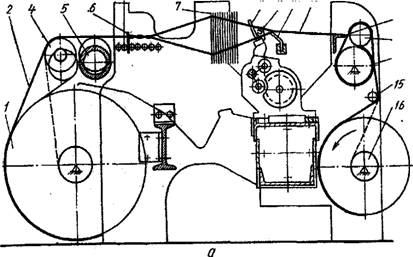
Процесс образования ткани на ткацких станках СТБ происходит аналогично образованию ее на челночных ткацких станках, изменен лишь способ введения уточной нити в зев.
Нити основы 2, сматываясь с навоя 1, огибают подвижное скало 4, проходят над подскальной трубой 5, через ламели основонаблюдателя 6, галева ремизок 7, зубья берда 8 и между зубьями направляющей гребенки батана 9. Благодаря подъему и опусканию ремизок нити основы образуют зев, в который малогабаритными прокладчиками утка вводится уточная нить. Проложенная нить прибивается к опушке ткани бердом 8. Образованная ткань 11, пройдя шпарутки и опору 10 ткани, огибает грудницу 12, вальян 14, прижимной валик 13 и отжимной валик 15 и наматывается на товарный валик 16.
При выработке тяжелых тканей схему заправки основы изменяют, для чего устанавливают дополнительное неподвижное скало. В этих станках прокладывание уточной нити в зев осуществляется малогабаритными прокладчиками (количество прокладчиков, участвующих в этом процессе, зависит от заправочной ширины станка), которые принципиально отличаются от обычных челноков, так как не несут в себе уточных паковок.
Станки СТБ имеют следующие основные механизмы, обеспечивающие технологический процесс ткачества.
Обетов состоит из двух чугунных рам, соединенных между собой коробчатой полой связью. Дополнительная связь, выполненная из двутаврового проката, жестко соединена с рамами станка и служит опорой для крепления пухосборочного желоба и среднего кронштейна навоев. Подскальная труба хомутами и кронштейнами прочно соединена с рамами и придает жесткость остову.
Привод передает движение от индивидуального электродвигателя главному валу станка и обеспечивает надежный останов станка. Передача движения осуществляется четырьмя клиновидными ремнями на два шкива. Привод состоит из механизма включения, механизма сцепления, тормоза и роликовой блокировки. Пуск и останов станка осуществляют пусковыми ручками со стороны грудницы и навоев. Останов можно производить кнопкой и от контрольного устройства.
Механизм отпуска и натяжения основы предназначен для регулирования натяжения основных нитей и подачи в зависимости от величины натяжения. На станке установлен регулятор натяжения негативного типа. Подача основы осуществляется автоматически. Регулирование натяжения производится подвижным скалом. В конструкцию регулятора включено дифференциальное устройство, автоматически выравнивающее натяжение основы на двух навоях.
Товарный регулятор предназначен для обеспечения в суровой ткани заданной плотности по утку и навивания ткани на товарный валик. Необходимая плотность по утку устанавливается подбором сменных шестерен определенного сочетания. Движение ткани создается вращением вальяна, поверхность которого может быть покрыта теркой, наждачной крошкой или резиной. Наработанную ткань снимают на ходу станка. Регулятор тАФ позитивного типа.
Механизм зевообразования служит для образования зева и обеспечения выработки тканей различных переплетений. На станках можно устанавливать эксцентриковые (кулачковые) или кареточные зевообразовательные механизмы и жаккардовые машины. Кулачковые механизмы предназначены для выработки тканей главных и мелкоузорчатых переплетений с раппортом по утку до 8 и числом ремизок до 10. В данных механизмах ремизные рамы получают движение от эксцентриков определенного профиля, помещенных в масляную ванну. При использовании зевообразовательных кареток на станках могут вырабатываться ткани мелкоузорчатых переплетений с раппортом по утку до 300 нитей и числом ремизок до 14тАФ18. Жаккардовые машины устанавливают при выработке тканей крупноузорчатых переплетений.
Механизм отыскивания (розыска) раза предназначен для отключения от станка зевообразовательного механизма и установления ремизок в положение раза, т. е. в положение, когда в открытом зеве будет расположена последняя уточная нить.
Отключение механизма зевообразования может быть ручным или механизированным.
Батанный механизм служит для прибоя уточных нитей к опушке ткани и направляющей для пролета прокладчиков утка через зев. Брус батана прямоугольного сечения имеет продольный лаз, в котором крепят берда. К брусу батана прикреплена стальная гребенка, служащая направляющей для пролета прокладчиков утка. Брус батана короткими лопастями связан с батанным валом, кулачки которого помещены в масляную ванну. Боевая (левая) коробка служит для размещения следующих механизмов, участвующих в прокладывании уточной нити через зев: боевого, масляного тормоза (буфера), подъемника прокладчиков утка, раскрывателя пружины прокладчика утка, возвратчика утка, тормоза и компенсатора уточной нити, механизма контроля утка, левых уточных ножниц, центрирующего устройства.
Приемная (правая) коробка предназначена для размещения механизмов, осуществляющих торможение прокладчиков утка после пролета через зев, освобождение их от уточной нити и укладку прокладчиков на конвейер. Кроме того, в ней расположены контролер прилета прокладчиков в приемную коробку и правый уточный контролер.
Конвейер предназначен для подачи прокладчиков утка из правой (приемной) коробки в подъемник левой (боевой) коробки. Он представляет собой замкнутую роликовую цепь, за оси отдельных звеньев которой закреплены пластины, перемещающие прокладчики.
Основонаблюдатель (электрического действия) служит для останова станка при обрыве основных нитей. В механизме используют электрические ламели открытого и закрытого типов (ЛОЭ и ЛЭ).
Шпарутки предназначены для поддержания ширины ткани у опушки, приблизительно равной ширине заправки основы по берду. На станках СТБ используют дифференциальные шпарутки.
Кромкообразующий механизм служит для образования кромок по краям ткани. Механизм устанавливают у боевой и приемной коробок, а при работе в два и три полотна дополнительно устанавливают средние кромкообразо-ватели. Уточная нить, прокинутая по всей ширине заправки, захватывается у каждой кромки нитеуловителем, разрезается, подводится бердом к опушке ткани и прибивается. При образовании следующего зева концы обрезанной уточной нити заводятся в зев иглой кромкообразователя и с очередной нитью прибиваются к опушке. В результате образуется кромка с уд- военной по сравнению с фоном плотностью по утку тАФ кромка закладного типа. Механизм смены цвета утка предназначен для передали прокладчику уточной нити от различных бобин (с нитями разного цвета или линейной плотности). В зависимости от количества цветов или видов уточных нитей могут быть двух- и четырехцветные механизмы. Привод механизма смены цвета может осуществляться от цепи картона или ремизоподъемной каретки.
3)Анализ основных опасных мест и зон проектируемого оборудования.условия травмирования.
ОПАСНЫЕ ЗОНЫ НА оборудовании ИВа ИХВа КЛАССИФИКация
Понятие "опасная зона" связано с источником возникновения несчастВнного случая (травмы) на производстве.
ВВа качестве источников опасных зон (выявлено пять основных групп:
В· механические,
В· термические,ВаВа давления,
В· электрические ВаВаиВаВа химические.
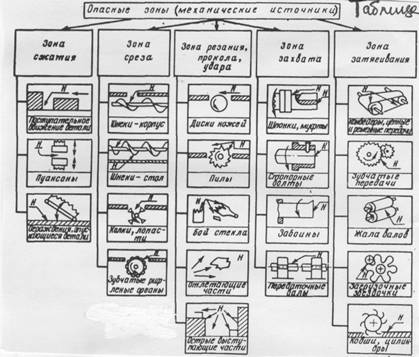
1. Зоны механических источников подразделяются на пять подгрупп, перечисленных ниже (табл 1).
Зона сжатия - это зона, в которой человек или части его тела
могут быть сжаты или смяты вследствие поступательных движений частей машин.ВаВаВаВа
Зона среза (сдвига)ВаВа - это зона, в которой части машин движутся по направлению друг к другу или по отношению к другим частям так, что человек или части его тела могут быть отрезаны.
ЗонаВаВа резания, прокола и удара - это зона, в которой части машин движутся по направлению друг к другу или по отношению к неподвижным частям так, что могут нанести человеку резаную рану или ушиб.
Зона захвата - это зона, в которой детали и узлы машин движутся таким образом, что человек, части его тела или одежды могут заВнхватываться и затем наматываться механизмами.
ЗонаВаВа затягивания - это зона в которой части машин в процессе движения могут втянуть (затянуть) человека, части его тела, одежды.
Таблица 1
2. Зоны термических источников характеризуются повышенным уровВннем температуры. Примерами этих зон может быть обрабатываемая в условиях высоких температур продукция, части машин и оборудования, через которые проходят горячие жидкости и пар, способные нанести чеВнловеку ожоги I и II степени.
2. Зонами источников давления являются сосуды, работающие под давлением. ПриВа этом в случае аварии человек может получить удар осколВнками сосуда и его отдельными деталями.
4. Зоны электрических источников характеризуются силой электричесВнкого тока. Примерами этих зон являются электрические аппараты и приборы.
5. Зонами химических источников являются машины и аппараты для приготовления красителей или отбеливающих веществ, а также оборуВндования, где эти вещества применяются в технологии и могут вызвать отравления или ожоги обслуживающего персонала.
Приведенная классификация опасных зон и деление её на группы и подгруппы может быть продолжена по видам опасных узлов и наибоВнлее характерных зон обслуживания машин, т.е. с выделением конкретВнного элемента источника травматизма.
При таком подходе к анализу опасных зон важно установить из всех опасных зон доминирующую, после чего принять эффективные меры по их ликвидации.
В процессе дипломного проекта выясняются все виды опасных и вредныхВа и производственных факторов, которые воздействуют на рабочих во время эксплуатации машин, оборудования, ведения технологических процессов.
ВаОсновные опасные места и зоны обслуживания на ткацкомоборудовании.
Понятие Влопасная зонаВ» связана с источником возникновения несчастного случая (травмы) на производстве. На текстильном оборудовании опасными зонами являются: игольчатые решетки питателей; колковые и ножевые барабаны очистителей и разрыхлителей; барабаны с игольчатой и пильчатой гарнитурой чесальных машин; жало валов, барабанов, цилиндров на трепальных, чесальных, ленточных, шлихтовальных машинах, почти на всех видах отделочного оборудования; батаны, кривошипы, шатуны, эксцентрики на ткацких станках; ножи, диски, шнеки; клиноременные, зубчатые, цепные передачи на всех видах оборудования; электрооборудование на всех видах машин.
Применительно к текстильным машинам выявлено в качестве опасных зон источниковВа пять основныхВа групп:Ва механические, термические, давления, электрические и химические. 1. Зоны механических источников подразделяются в свою очередь на пять подгрупп, перечисленных ниже:
Зона сжатия - зона, в которой человек или части его тела могут быть сжаты (смяты) вследствие поступательного движения узлов машины (поступательно по отношению к корпусу движения батан).
Зона среза (сдвига) - зона, в которой части машины движутся по направлению друг к другу или по отношению к другим частям так, что человек или части его тела могут быть отрезаны.
Зона резания, прокола, удара - зона, где движущиеся или неподвижные острые, выступающие или тупые части машины могут нанести ушиб или резаную рану (выступающие крышки, ручки, острые кромки оборудования, ножи).
Зона захвата - зона, в которой детали и узлы машины устроены и движутся так, что человек, части его тела или одежды могут захватываться этими узлами (открытые передачи, выступающие концы валов со стопорными болтами, неровностями, веретена кольцевых прядильных машин).
Зона затягивания, втягивания - зона, в которой части машины движутся так, что образуют сужение в которое может затянуть человека, части его тела, одежду (клиноременные, зубчатые, цепные передачи, сходящиеся валы).
Приведенные опасные зоны являются элементарными, то есть обусловленными действиями одного источника травмирования. В практике часто встречаются зоны, состоящие из нескольких элементарных, то есть обусловленных действием нескольких опасных зон, одна из которых может доминировать.
2.ВаВаВаВаВаВа ВаВаВа Зоны термических источников характеризуются повышеннымВа уровнем температуры.
3.ВаВаВаВаВаВа ВаВаВа Зонами источников давления являются сосуды под давлением.
4. Зоны электрических источников характеризуются силой электрического токаВаВаВа (металлическиеВаВаВа нетоковедущиеВаВаВа частиВаВаВа машинВаВаВа сВаВаВа нарушенными защитными устройствами и неисправной электропроводкой, зоны растекания электрического тока, где работающий может получить электротравму).
5. ЗонамиВа химическихВаВа источниковВаВа являютсяВаВа машиныВаВа иВаВа аппаратыВа для приготовленияВаВаВа красителейВаВаВаВа илиВаВаВаВа отбеливающихВаВаВа веществВ»ВаВаВаВа аВаВаВа также оборудование, где эти вещества применяются в технологии и могут вызвать отравления или ожоги обслуживающего персонала.
Приведенная классификация может быть продолжена по видам опасных узлов и наиболее характерных зон обслуживания машин, то есть с выделением конкретного элемента источника травматизма.
При таком подходе к анализу опасных зон важно установить из всех опасных зон доминирующую, после чего принять эффективные меры по их ликвидации.
ОсновнымиВаВа опаснымиВаВа факторамиВаВа нарушенияВаВа технологического процесса на ткацком станке типа СТБ являются: Обрывность уточных и основных нитей. Нарушение норм расстановки станков. Загромождение проходов навоями и товарными валикми. Нарушение температурно-влажностного режима.
ОсновныеВаВаВаВаВаВаВа опасныеВаВаВаВаВаВаВа незащищенныеВаВаВаВаВаВа участкиВаВаВаВаВаВаВа станка (конструктивные недостатки):
1. Привод станка оснащен ограждением, не имеющим блокировочного устройства и не полностью закрытую опасную зону.
2. Механизм о ты ска раза оснащен ограждением не полностью закрывающим опасную зону и не оснащенным блокировочным устройством.
3. Механизм для натяжения основы оснащен ограждением, не имеющим блокировки.
4. Зев о образовательны и механизм оснащен ограждением, не имеющим блокировки.
5. Механизм товарного регулятора оснащен ограждением, не имеющим блокировки.
6. Зона бердо-шпарутка не оснащена огражден нем.
7. Маховик первичного натяжения основы не оснащен ограждением.
Основные опасные нарушения правил эксплуатации станков:
Ва1. Эксплуатация станка с неисправной кнопкой экстренного останова станка.
Ва2. Отсутствие или неисправность оградительных устройств.
Ва3. Эксплуатация станка с открытым ограждением привода станка.
Ва4. Эксплуатация станка с открытым ограждением механизма натяжения основы
Ва5.Ва Эксплуатация станка с открытым ограждением механизма уточно-боевой коробки.
6. Выполнение работ по чистке, смазке, устранению обрывов нитей на работающем станке.
В процессе действия машины возникает опасная зона- пространство, ограниченное крайними точками движения рабочего инструмента или перемещающихся частей. Опасная зона может быть обусловлена вылетом мелких частиц обрабатываемого материала и наличием скопления паров, газов, пыли в том или ином аппарате или на рабочем месте. В этих зонах постоянно или периодически возникают факторы, опасные для жизни и здоровья рабочего. Всякая движущаяся часть механизма при соприкосновении с ней рабочего (зацепление зубчатых колес, вращающихся вальцов, набегающие ветви приводных ремней, выступающие элементы машин - болты, шпонки, различные валы с гладкой поверхностью и др.) представляет определенную опасность для рабочих. Правильно сконструированная машина полностью предотвращает возможность проникновения рабочего в опасные зоны. Чем меньше число выступающих, движущихся частей машины, тем меньше опасность захвата его конечностей, одежды, волос работающего, приводящего к серьезным случаям травматизма. Способами защиты в этих случаях является устройство шестерен с внутренним зацеплением вместо внешнего; утопление деталей и др. Защита от проникновения работающего в опасные зоны машины, от действия электрического тока и повышенного сверх допустимого давления в рабочих агрегатах. Надежная система ограждений опасных зон, защитные блокирующие устройства, а также тщательная герметизация, ликвидирующая выделение вредных веществ в воздушное пространство рабочего места, являются обязательными, прогрессивными, наиболее действенными техническими средствами борьбы с травматизмом и профессиональными заболеваниями на производстве.
Размеры рабочей зоны по ГОСТу 12.1.005 определяются размерами зоны обслуживания (пространство, необходимое для выполнения технологических операций при обслуживании оборудования с учетом размеров используемых инструментов 8 Ваприспособлений, места для установки (снятия) заготовок, сырья, полуфабрикатов, готовой продукции и т.п.) или ремонта пространство, необходимое для выполнения ремонтных операций на оборудовании с учетом размеров используемых инструментов, приспособлений, места для снятия и размещения деталей и узлов
4)Основные вредные вещества и факторы
Освещение производственных помещений
Программа. Связь освещенности с безопасностью и производительностью труда. Основные светотехнические (качественные и количественные) характеВнристики освещения.
Характеристика естественного и искусственного освещения. Нормирование и контроль производственного освещения. Расчет естественного освещения. Виды искусственного освещения. Источники света, промышленные светильники. Расчет искусственного освещения. Свет и безопасность труда на производВнстве.
Методические указания. Ознакомьтесь с основными световыми параметраВнми, определяющими оптимальные условия работы для органов зрения. Изучите виды производственного освещения: естественное, искусственное и совмещенное. Выясните значение естественного света для самочувствия людей. Изучите виды естественного освещения (боковое, верхнее, комбинированное), а также его расчет светотехническим методом. Определите, как нормируется значение коэффициента естественного освещения.
При изучении источников искусственного света и светильников обратите внимание на защитный угол светильников и меры борьбы с пульсацией светового 14 потока люминесцентных ламп. Ознакомьтесь с видами искусственного освещения и его расчетом по методу коэффициента использования светильника.
Освещенность нормируют по СНиП И-4тАФ79 "Естественное и искусственное освещение". Классифицируйте точность зрительных работ, выполняемых Вами на производстве. Изучите, как влияют характер фона и контраст объекта и фона на значение нормируемой освещенности.
Следует знать приборы контроля освещенности, изучить принцип действия и правила работы с ними. Выясните влияние цвета окраски в промышленности на безопасность труда: цветовое решение интерьеров, машин и оборудования, приВнменение предупреждающей окраски.
Изучите, как используются индивидуальные средства защиты органов зрения на Вашем производстве. Как осуществляется контроль освещенности в произВнводственных условиях и каков режим эксплуатации осветительных установок.
ВаЗащита от производственного шума, вибрации и ультразвука
Программа. Источники шума и вибрации на предприятиях легкой промышВнленности. Воздействие шума и вибрации на работающих. Характеристика параВнметров шума, вибрации и ультразвука. Нормирование и контроль параметров шума, вибрации и ультразвука. Общие направления защиты от шума и вибрации на производстве. Борьба с шумом в источнике его возникновения. Защита от шума в помещении методами звукоизоляции, звукопоглощения.
Защита от вибрации. Понятие об импедансе. Виброизоляция и вибропоглоВнщение. Расчет амортизаторов.
Защита от действия ультразвука. Индивидуальные средства защиты от шума, вибрации и ультразвука.
Методические указания. В производственных условиях почти всегда человеВнческий организм подвергается воздействию шума и вибрации, которые приводят к быстрому утомлению человека и снижению производительности труда. При инВнтенсивности шума, превосходящей допустимую норму, возникают профессиональВнные заболевания, часто весьма тяжелые (тугоухость, потеря слуха, вибрационная болезнь, заболевания нервной и сердечно-сосудистой систем).
Изучите параметры шума и вибраций, возникающих на предприятиях легкой промышленности, выявите оборудование, являющееся основным источником шума и вибраций.
потока люминесцентных ламп. Ознакомьтесь с видами искусственного освещения и его расчетом по методу коэффициента использования светильника.
Изучите физические характеристики шума тАФ интенсивность звука и его уроВнвень, звуковое давление и его уровень, частота звука. Обратите внимание на станВндартные полосы частот, используемые при нормировании и измерении шума. Необходимо знать принципы нормирования уровней шума. Для уменьшения уровВння шума следует применять акустические средства защиты, а также методы плаВннировки предприятий и цехов. Следует знать принцип действия звукоизолируюВнщих ограждений и уметь рассчитать звукоизоляцию. Уметь применять звукоВнпоглощающие облицовки и глушители шума. Знать о вредном действии ультраВнзвука и инфразвука, о нормировании и защитных мероприятиях.
Действие вибрации на человека может вызвать вибрационную болезнь. НеобВнходимо знать принципы санитарно-гигиенического и технического нормирования вибрации, изучить общие методы борьбы с вредным воздействием вибрации.
Следует изучить индивидуальные средства защиты от шума и вибрации; методы измерения шума и вибрации на рабочих местах.
Для лучшего усвоения темы надо ознакомиться с ГОСТ 12.1.003тАФ83 "Шум. Общие требования безопасности", 12.1.012тАФ78 "Вибрация. Общие требования беВнзопасности", 12.1.001тАФ83 "Ультразвук. Общие требования безопасности".
Защита от ионизирующих и световых излучений
Программа. Источники ионизирующих излучений в производствах легкой промышленности. Воздействие ионизирующих излучений на организм человека. Нормирование и контроль параметров ионизирующих излучений. Санитарные требоВнвания к производственным помещениям при работе с ионизирующим излучением. Учет, хранение и транспортировка радиоактивных веществ. Радиационная защита. Расчет экранирующих устройств. Индивидуальные средства защиты. ИнфракрасВнное и ультрафиолетовое излучения, их воздействие на организм человека, защитВнные мероприятия. Воздействие излучения оптико-квантовых генераторов на оргаВннизм человека, меры защиты.
Методические указания. В легкой промышленности как в производственной, так и научной практике применяются радиоактивные изотопы. В отличие от мехаВннического, теплового или светового воздействия, легко воспринимаемого оргаВннами чувств, проникновение ионизирующих излучений в организм человека не ощущается и судить о степени грозящей опасности можно лишь по специальным приборам.
Изучите факторы, определяющие опасность ионизирующих излучений, и биологическое воздействие излучений на организм человека.
Необходимо твердо знать нормирование и принципы организации контроля параметров ионизирующих излучений, нормирование предельно допустимой дозы облучения (ПДД), нормирование предельно допустимых концентраций (ПДК) радиоактивных веществ в воздухе рабочих помещений, атмосфере и водоемах, 16 нормирование предельно допустимых уровней (ПДУ) загрязненности радиоакВнтивными веществами рук, одежды, обуви работающих, а также рабочих поверхВнностей.
Усвойте характеристики альфа-, бета- и гамма-излучений, их единицы и режим безопасности при работе с радиоактивными веществами. Особое внимание обратиВнте на порядок организации и проведения дозиметрического контроля, способы хранения, учета и транспортировки радиоактивных веществ, ликвидации отходов, а также дезактивации одежды и оборудования.
При работе с радиоактивными веществами следует также знать общие принВнципы защиты от ионизирующих излучений: устройство и выбор толщины экранов, правила личной гигиены и средства индивидуальной защиты.
Следует изучить характер воздействия на человека инфракрасного и ультраВнфиолетового излучений, способы защиты от воздействия излучения оптико-кванВнтовых генераторо
ВаПожарная безопасность технологических процессов
Программа. Причины возникновения и распространения пожаров. КлассифиВнкация производств легкой промышленности по категориям пожаро- и взрывоопас-ности. Оценка пожарной опасности технологических процессов в легкой промышВнленности. Требования пожарной безопасности к технологическим процессам. Противопожарная защита производственных процессов. Защита от распространеВнния пламени по коммуникациям. Пожарная опасность складов.
Пожаро- и взрывоопасность электрических установок. Взрывозащищенное электрооборудование.
Методические указания. Пожары тАФ это бедствие, приносящее огромные убытВнки, поэтому обеспечение на предприятии пожарной безопасности имеет государВнственное значение. Надо знать действия администрации и коллектива при возникВнновении пожара и после него. Изучите основные причины пожаров в легкой проВнмышленности, проведите анализ причин загораний. Умейте правильно определять категории производств по взрыво- и пожароопасности, а для этого надо знать, какими показателями характеризуется каждая категория производства. ИзучиВнте классификацию производственных помещений по Правилам устройства электроВнустановок (ПУЭ) и умейте выбирать
5)Средства защиты работающих от опасностей.Системы автоматики.Методы повышения травмобезопасности
КЛАССИФИКАЦИЯ СРЕДСТВ ЗАЩИТЫ
Классификация средств защиты приведена в ГОСТ 12.4.011l-89 тАЬССБТ. Средства защиты работающих. КлассификациятАЭ, который распространяется на средства защиты, применяемые для предотвращения или уменьшения воздействия на работающих опасных и вредных производственных факторов.
Приведены дополнительные данные об опасности, которую представляют движущиеся части, что необходимо учитывать при конструировании оградительных устройств. Кроме того, в стандарте даны примеры наиболее часто упоВнтребляемых оградительных устройств.
В соответствии с ГОСТ 12.4.125-83 тАЬССБТ. Средства коллективной защиты от воздействия механических факторовтАЭ, все средства (устройства) защиты разделяют на группы (табл. 2).
Таблица 2
Группа устройств | Признак деления на подгруппы | Подгруппы |
Оградительные | Конструктивное исполнение | Кожухи,Ва дверцы, щиты, козырьки, планки, барьеры, экраны |
| Способ изготовления | Сплошные, несплошные (перфорироВнванные, сетчатые, решетчатые), комбиВннированные |
| Способ установки | Стационарные, передвижные |
Предохранительные | Характер действия | Блокировочные (подразделяютсяВаВа по принципуВа действияВаВа наВаВа механические, электронные, электрические, электроВнмагнитные, гидравлические, оптичесВнкие, магнитные, комбинированные), ограничительные (подразделяются по конструктивному исполнению на муфВнты, штифты, клапаны, шпонки, мемВнбраны, пружины, сильфоны, шайбы) |
Тормозные | Конструктивное исполнение | Колодочные, дисковые,ВаВаВа конические, клиновые |
| Способ срабатывания | Ручные, автоматические, полуавтоматиВнческие |
| Принцип действия | Механические, электромагнитные, пневматические, гидравлические, комВнбинированные |
| Назначение | Рабочие, резервные, стояночные, экстренного торможения |
Автоматического контроля и сигнализации | Способ срабатывания | Автоматические,ВаВаВа полуавтоматические |
| Назначение | Информационные,ВаВаВа предупреждающие, аварийные, ответные |
| Вид сигнала | Звуковые,ВаВа световые,ВаВа цветовые,ВаВа знаковые, комбинированные |
| Характер подачи | Постоянные, пульсирующие сигнала |
Дистанционного управления | Конструктивное исполнение | Стационарные, передвижные |
| Принцип действия | Механические, электрические, пневматические, гидравлические, комбинированные |
Знаки безопасности | По ГОСТ 12.4.026-01 | |
В процессе дипломного проектирования рассматриваются наиболее распространенные средства защиты:
Ø оградительные,
Ø предохранительные и тормозные устройства,
Ø устройстВнва автоматического контроля и сигнализации,
Ø устройства дистанционного управления.
При этом основное вниманиеВа уделяется вопросам оснащения технологического оборудования оградительнымиВа устройствами. Имеются публикации, стандарты, в которых излагаются общие иВаВа специальные требования безопасности к конструкции производственного оборудования, где указано на необВнходимость установки на машинах оградительных и других устройств:
 ГОСТ 12.2.062-81 тАЬССБТ. Оборудование производственное. Ограждения защитные.тАЭ
ГОСТ 12.2.062-81 тАЬССБТ. Оборудование производственное. Ограждения защитные.тАЭ
ГОСТ
ГОСТ
ГОСТ
Оградительные устройства
Наиболее распространенными средствами защиты на те
Вместе с этим смотрят:
РЖнформацiйнiсть як фактор ризику. Операцiя "Паганель"
РЖонiзуюче випромiнювання та його вплив на органiзм
Аварii на хiмiчно небезпечних об'iктах
Анализ вредных и опасных факторов на примере деятельности реставраторов произведений Графики Всероссийского художественного научно-реставрационного центра имени академика И.Э. Грабаря
Анализ государственных нормативных требований охраны труда, установленных действующим законодательством