Дом качества: метод структурирования нужд и желаний потребителя
1.Концепция ВлДома качестваВ»
ВлДом качества, представляет собой основной инструмент проектирования с точки зрения управления, известный как "структурирование функции качества" (iК), появился в 1972 году в кораблестроительном отделении фирмы Мицубиси в городе Кобэ (Япония). Затем он был многократно усовершенствован фирмой Toyota (Тойота) и ее поставщиками. Дом качества успешно использовался в японской промышленности производителями электроники, электробытовых приборов, одежды, интегральных схем, синтетического каучука, конструкторского оборудования и сельскохозяйственных машин.
Будучи набором процедур планирования и взаимодействия, структурирование функции качества фокусирует и координирует потенциал организации сначала на проектировании, затем на производстве и продаже товаров, которые потребители хотят и будут хотеть покупать впредь. Основу дома качества составляет вера в то, что продукцию следует проектировать в соответствии с желаниями и вкусами потребителей. А это значит, что специалисты по маркетингу, инженеры-проектировщики и производственный персонал должны работать в тесном взаимодействии с того самого момента, когда некий продукт был задуман.
Дом качества представляет собой некую разновидность принципиального плана, который обеспечивает средства межфункционального проектирования и взаимосвязи. Благодаря этому люди, связанные с решением различных задач и наделенные разной ответственностью, могут компетентно обсуждать очередность работ по проектированию, обращаясь за доказательствами к структурам решеток домов качества.
Основным инструментом iК является таблица, получившая название ВлДом качестваВ». В ней отображается связь между фактическими показателями качества (потребительскими свойствами) и вспомогательными показателями (техническими требованиями). Такой метод позволяет принимать обоснованные решения по управлению качеством процессов. При этом удается избежать корректировки параметров продукта после его появления на рынке, а следовательно, обеспечить одновременно относительно низкую стоимость (за счет сведения к минимуму непроизводственных издержек) и высокую ценность продукта.
Одной из наиболее эффективных методик в области планирования качества является структурирование (развертывание) (Quality Function Deployment тАФ QFD).
Структурирование функций качества тАФ это метод структурирования нужд и пожеланий потребителя через развертывание функций и операций деятельности по обеспечению на каждом этапе жизненного цикла проекта создания продукции такого качества, которое бы гарантировало получение конечного результата, соответствующего ожиданиям потребителя.
Согласно методу iК требования потребителя надлежит развертывать и конкретизировать поэтапно тАФ от прединвестиционных исследований до предпродажной подготовки.
Основным инструментом iК является таблица, получившая название Влдом качестваВ» (Quality House). В ней отображается связь между фактическими показателями качества (потребительскими свойствами) и вспомогательными показателями (техническими требованиями).
дом качество структурирование стратификация

Рисунок 1. Таблица ВлДом качестваВ».
Рассмотрим процесс планирования новой продукции путем iК на примере создания автомобиля.
Этап 1 тАФ выяснение и уточнение требований потребителей. Потребитель формулирует свои пожелания, как правило, в абстрактной форме, например Влудобная мебельВ» или Вллегкий телефонВ». Для него такой способ выражения своих потребностей является вполне нормальным. Но для инженеров, проектировщиков, конструкторов этого недостаточно, им необходимо четко определить размеры, материалы, требования к обработке поверхности, допустимый вес и т.д.
Задача производителя состоит в том, чтобы с помощью различных методов преобразовать требования (ВлголосВ») потребителя в инженерные характеристики продукта. Так, требование Влэкономичный автомобильВ» в результате такой работы может быть развернуто в требования Влнизкая отпускная ценаВ», Влнизкая стоимость пробегаВ», а затем тАФ в конкретные показатели, например Влпродажная стоимость X рублейВ», Влрасход бензина Y л/100 кмВ». Только после этого производитель может ответить на вопрос, что нужно сделать, чтобы удовлетворить ожидания потребителя.
Опрос производится следующим образом. Сначала делают выборку потенциальных потребителей, хорошо представляющую все множество потенциальных потребителей в определенном рыночном сегменте, в котором действует компания. Затем в рамках выборки производится опрос, на основе результатов которого определяют, какими свойствами должна обладать данная продукция, чтобы потребители хотели ее купить. По результатам опроса составляют список потребительских требований к планируемой продукции. Данные требования записывают в графу будущей матрицы iК.
Этап 2 тАФ ранжирование потребительских требований. Для ранжирования необходимо оценить рейтинги потребительских требований, которые определяются на этапе 1. Требования потребителей всегда противоречивы, поэтому создать продукцию, отвечающую всем потребительским требованиям, невозможно. Необходимо иметь четкое представление о том, какие требования необходимо удовлетворить обязательно, а какими можно в известной степени поступиться. Для этого следует упорядочить список потребительских требований по степени их важности. В результате вводится еще одна графа, в которой указывается степень важности каждого из требований.
Этап 3 тАФ разработка инженерных характеристик.Эту задачу решает команда разработчиков, создаваемая специально для данного случая. На этом этапе она должна составить список инженерных характеристик будущего изделия тАФ взгляд на изделие с точки зрения инженера. Paзумеется, характеристики должны быть достаточно определенными, четкими, т.е. описаны на языке, принятом у разработчиков.
Этап 4 тАФ вычисление зависимостей потребительских требований иинженерных характеристик. В результате выполнения предыдущих этапов проектировщики получили ранжированный список потребительских требований, составленный на языке потребителя, и инженерных характеристик, сформулированных на языке разработчиков. Для успешной разработки изделия потребительские требования необходимо перевести в инженерные характеристики.
Необходимо ответить на вопрос: как данное потребительское требование зависит от того, какое значение будет отведено характеристике? Возьмем, к примеру, требование покупателя автомобиля тАФ Влминимальный расход бензинаВ». В первой графе инженерных характеристик стоит, скажем, масса автомобиля. На этом этапе не требуется слишком точная, детальная информация. Достаточно таких неопределенных понятий, как Влсильная связьВ», Влсредняя связьВ» и Влслабая связьВ».
Далее необходимо решить, оставлять ли в проектируемом продукте те инженерные характеристики, которые не нужны потребителю. Некоторые характеристики, даже если они не нужны потребителю, могут быть необходимы для нормального функционирования продукта тАФ в данном случае автомобиля. Поэтому ряд характеристик продукта, не представляющих ценности для потребителя, но при этом важных для его функционирования, необходимо оставить.
Этап 5 тАФ построение ВлкрышиВ». Инженерные характеристики могут быть разнонаправленными, а значит, могут противоречить друг другу. Например, характеристика Влмасса автомобиляВ» явно вступает в противоречие с характеристикой Влминимальный расход бензинаВ», поскольку на разгон тяжелого автомобиля требуется больше бензина. Противоречащие друг другу характеристики обозначим знаком ВлминусВ», а ВлоднонаправленныеВ» тАФ знаком ВлплюсВ». Эту зависимость необходимо будет учесть при оптимизации всей системы. Данные характеристики определяют, каким способом, при каких условиях, в каких режимах следует вести процесс производства, чтобы в конечном счете получить продукцию, максимально отвечающую потребительским требованиям.
ВлКрыша дома качестваВ» представляет собой корреляционную матрицу, заполненную символами, которые указывают на положительную или отрицательную связь между соответствующими техническими характеристиками продукта с позиций интересов потребителя. С помощью корреляционной матрицы можно наглядно продемонстрировать соотношение между основными показателями качества, стоимости и времени.
Этап 6 тАФ определение весовых значений инженерных характеристик сучетом рейтинга потребительских требований, а также зависимости между потребительскими требованиями и инженерными характеристиками.
Умножив относительный вес потребительских требований (рейтинг) на числовой показатель связи между потребительскими требованиями и инженерными характеристиками, определенный на четвертом этапе, получим относительную важность каждой инженерной характеристики. Суммируя результаты по всей графе соответствующей инженерной характеристики, получаем значение цели. Инженерной характеристике с наибольшим значением цели следует уделить основное внимание.
Этап 7 тАФ учет технических ограничений. Не все значения инженерных характеристик достижимы. Конечно, вряд ли кто-нибудь отказался бы иметь суперскоростной спортивный автомобиль массой в несколько сотен килограммов, однако реализовать это технически невозможно,по крайней мере, при нынешнем уровне развития техники. Поэтому в следующей строчке матрицы проставляют экспертные оценки технической реализуемости тех значений инженерных характеристик, которых в наибольшей степени требуют потребители. С учетом этого получают скорректированные целевые значения инженерных характеристик.
Этап 8 тАФ учет влияния конкурентов. Понятно, что на реальном рынке всегда существует конкуренция и конкурентов в определенной нише может быть очень много. Допустим, что у нас два конкурента: у первого рыночная доля чуть больше нашей, у второго тАФ чуть меньше. Оба представляют для нас потенциальную опасность. Первый тАФ тем, что он занимает большую нишу, а следовательно, более ВлсиленВ» в экономическом отношении. Второй, хотя и не достиг нашего уровня, активно стремится к этому и скорее всего планирует выпустить новый конкурентоспособный продукт.
В результате выполнения вышеуказанных процедур получают исходные данные для технического задания на проектирование и разработку новой продукции. Построение матрицы iК, получение инженерных характеристик тАФ это лишь первая из четырех фаз ВлразвертыванияВ» потребительских требований не только в инженерные характеристики, но и в показатели процесса и всего производства.
В целом метод iК позволяет не только формализовать процедуру определения основных характеристик разрабатываемого продукта с учетом пожеланий потребителя, но и принимать обоснованные решения по управлению качеством процессов его создания. Таким образом, ВлразвертываяВ» качество на начальных этапах жизненного цикла продукта в соответствии с нуждами и пожеланиями потребителя, удается избежать корректировки параметров продукта после его появления на рынке (или, по крайней мере, свести ее к минимуму), а следовательно, обеспечить высокую ценность и одновременно относительно низкую стоимость продукта (за счет сведения к минимуму непроизводственных издержек).
2. Инструменты контроля качества. Стратификация
В современном мире чрезвычайно важное значение приобретает проблема качества продукции. От ее успешного решения в значительной степени зависит благополучие любой фирмы, любого поставщика. Продукция более высокого качества существенно повышает шансы поставщика в конкурентной борьбе за рынки сбыта и, самое важное, лучше удовлетворяет потребности потребителей. Качество продукции - это важнейший показатель конкурентоспособности предприятия.
Качество продукции закладывается в процессе научных исследований, конструкторских и технологических разработок, обеспечивается хорошей организацией производства и, наконец, оно поддерживается в процессе эксплуатации или потребления. На всех этих этапах важно осуществлять своевременный контроль и получать достоверную оценку качества продукции.
В процессе изготовления изделия существует множество факторов, оказывающих влияние на его показатели качества. Оценивая производственный процесс с точки зрения изменения качества, можно рассматривать его как некую совокупность причин изменчивости. Эти причины и объясняют изменения в показателях качества изделий, что приводит к разделению их на дефектные и бездефектные. Более того, даже дефектные изделия отличаются друг от друга при сопоставлении со стандартом.
Существовавшие издавна методы контроля сводились, как правило, к анализу брака путем сплошной проверки изготовленных изделий. При массовом производстве такой контроль очень дорог. Расчеты показывают, что для обеспечения качества продукции посредством ее разбраковки контрольный аппарат предприятий должен в пять-шесть раз превышать количество производственных рабочих.
С другой стороны, сплошной контроль в массовом производстве не гарантирует отсутствия дефектных изделий в принятой продукции. Опыт показывает, что контролер быстро устает, в результате чего часть годной продукции принимает за дефектную и наоборот.
Указанные причины поставили производство перед необходимостью перехода к выборочному контролю. Его распространению способствовали исследования специалистов в области теории вероятностей и математической статистики, которые показали, что в большинстве случаев для надежной оценки качества нет необходимости в проверке всей выпускаемой продукции.
В итоге была выработана система практических методов, рассчитанных на массовое применение. Это так называемые семь простых методов.
Таблица
Гистограмма |
Гистограмма позволяет оценить состояние качества и представляет собой столбчатый график, построенный по полученным за определенный период (час, неделю, месяц) данным, которые разбиваются на несколько интервалов. Число данных, попавших в каждый из интервалов (частота), выражается высотой столбика. 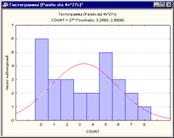 Рис. 2. Гистограмма Гистограмма применяется главным образом для анализа значений измеренных параметров, но может использоваться и для расчетных значений. Благодаря простоте и наглядности гистограммы нашли применение в различных областях: Рис. 2. Гистограмма Гистограмма применяется главным образом для анализа значений измеренных параметров, но может использоваться и для расчетных значений. Благодаря простоте и наглядности гистограммы нашли применение в различных областях:
- для анализа сроков получения заказа (за контрольный норматив принимается срок поставки согласно договору); - для анализа времени реагирования группы обслуживания от момента получения заявки от клиента, времени обработки рекламации от момента ее получения и т.д.; - для анализа значений показателей качества, таких как размеры, масса, механические характеристики, химический состав, выход продукции и т.д. при контроле готовой продукции, при приемочном контроле, при контроле процесса в самых разных сферах деятельности; - для анализа чистого времени операций, времени износа режущей поверхности и т.д.; - для анализа числа бракованных изделий, числа дефектов, числа поломок и т.д. Полученная в результате анализа гистограммы информация может быть легко использована для построения и исследования причинно-следственной диаграммы
, что повысит обоснованность мер, намеченных для улучшения процесса. |
 Диаграмма Парето Диаграмма Парето
В деятельности фирм, предприятий постоянно возникают всевозможные проблемы, решению которых может способствовать использование диаграммы Парето: трудности с оборотом кредитных сумм, с освоением новых правил принятия заказов, Рис.3. Диаграмма Парето появление брака, неполадок оборудования, удлинение времени от выпуска партии изделий до ее сбыта, наличие на складах продукции, |
лежащей "мертвым грузом", поступление рекламаций, количество которых не уменьшается невзирая на старания повысить качество, задержка сроков поставок исходного сырья и материалов и т.д. Диаграмма Парето используется и в противоположном случае, когда положительный опыт отдельных цехов и подразделений хотят внедрить на всем предприятии. С помощью диаграммы Парето выявляют основные причины успехов и широко пропагандируют эффектные методы работы. Диаграмма Парето для решения таких проблем, как появление брака, неполадки оборудования, контроль деталей на складах и т.д., строится в виде столбчатого графика и составляется не в одном варианте. Рекомендуется составлять несколько вспомогательных диаграмм с тем чтобы, последовательно анализируя их, в конечном итоге составить отдельную диаграмму для конкретных явлений недоброкачественности. Диаграмму Парето целесообразно применять вместе с причинно-следственной диаграммой
. Чтобы решить очень серьезную проблему, связанную с низким качеством изделия необходимо уяснить сущность явления по каждому конкретному виду дефекта. В подобной ситуации собирают по возможности большее число заинтересованных лиц и начинают всесторонне изучать коренную причину недоброкачественности (от мелкой причины до конечной). В результате останавливаются на четырех-пяти причинах, требующих первоочередного внимания. После проведения корректирующих мероприятий диаграмму Парето можно вновь построить для изменившихся в результате коррекции условий и проверить эффективность проведенных улучшений. В сложной экономической жизни фирмы (предприятия) проблемы могут возникнуть в любой момент в любом подразделении. Анализ этих проблем всегда целесообразно начинать с составления диаграммы Парето. С их помощью можно анализировать широкий круг проблем, относящихся практически к любой сфере деятельности на фирме: в финансовой сфере, сфере сбыта, материально тАУ технического снабжения, производства и делопроизводства. |
Диаграмма рассеяния |
Диаграмма рассеяния применяется для исследования зависимости между двумя видами данных, например для анализа зависимости суммы выручки от числа обращений к продавцу; сопротивления удару от давления, при котором производилась обработка, и т.д. 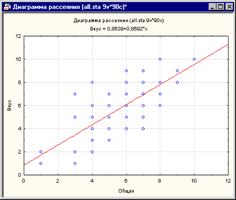 Рис. 4. Диаграмма рассеяния Диаграмма рассеяния, так же как и метод расслоения (стратификации), используется для выявления причинно-следственных связей показателей качества и влияющих факторов при анализе причинно-следственной диаграммы Рис. 4. Диаграмма рассеяния Диаграмма рассеяния, так же как и метод расслоения (стратификации), используется для выявления причинно-следственных связей показателей качества и влияющих факторов при анализе причинно-следственной диаграммы
.
Диаграмма рассеяния строится как график зависимости между двумя параметрами. Если на этом графике провести линию медианы, он позволяет легко определить, имеется ли между этими двумя параметрами корреляционная зависимость. Диаграмма рассеяния строится в таком порядке: по горизонтальной линии откладываются измерения величин измерения величин одной переменной, а по вертикальной оси - другой переменной. |
Контрольные карты |
Контрольные карты используются в виде графиков, полученных в ходе технологического процесса. Графики отражают динамику процесса. Применяют различные контрольные карты: медиан, р-карты (дефектной продукции), pn-карты, с-карты. Существуют, в частности, следующие виды контрольных карт: средних арифметических значений ( - карта); медиан ( - карта); медиан ( - карта); средних арифметических отклонений (S - карта); размахов (R - карта); числа дефектных единиц продукции (np - карта); доли дефектных единиц продукции (Р - карта); числа дефектов (С - карта); числа дефектов на единицу продукции (U - карта). - карта); средних арифметических отклонений (S - карта); размахов (R - карта); числа дефектных единиц продукции (np - карта); доли дефектных единиц продукции (Р - карта); числа дефектов (С - карта); числа дефектов на единицу продукции (U - карта). Первые четыре вида контрольных карт применяют при контроле по количественному признаку, последние четыре - при контроле по альтернативному признаку. Контрольная карта - R (средних арифметических значений и размахов) осуществляет контроль за изменением среднего арифметического и контрольной карты R, контролирующей изменения рассеивания значений показателей качества. Эта карта применяется при измерении таких регулируемых показателей, как длина, масса, диаметр, время, предел прочности при растяжении, прибыль и т.д. Рекомендуется принять для процессов с высокими требованиями к точности, для продукции, связанной с обеспечением безопасности потребителя (авиатехника, автомобилестроение, сельхозмашиностроение и т.д.); для измерения, вычисления и управления процессами и т.д. Контрольная карта - R применяется для таких же элементов контроля, что и - R, но для менее точных процессов. Контрольная карта Р (для доли дефектных изделий) применяется для контроля и регулирования технологического процесса (после проверки небольшой части изделий и разделения их на доброкачественные и дефектные изделия) на основе использования доли дефектных изделий, полученной делением числа обнаруженных дефектных изделий на число проверенных изделий. Кроме применения контрольной карты Р для доли дефектных изделий ее можно использовать для определения интенсивности выпуска продукции, процента неявки на работу и т.д. Контрольная карта pn применяется для контроля в случаях, когда контролируемым параметром является число дефектных изделий при постоянном объеме выборки n. Эта контрольная карта соответствует контрольной карте "р" с вариантом постоянного "n" и по существу одинакова с ней. |
Причинно-следственная диаграмма (схема Исикавы) |
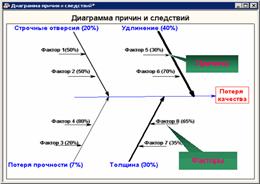 В Японии для работников первой линии производства процесс представляют как взаимодействие 4 М: Material - (материал) + Mashine - (оборудование) + Man - (оператор) + Method - (метод). В Японии для работников первой линии производства процесс представляют как взаимодействие 4 М: Material - (материал) + Mashine - (оборудование) + Man - (оператор) + Method - (метод).
При составлении причинно-следственной диаграммы подбирают максимальное число факторов, имеющих отношение к характеристике, которая вышла за пределы допустимых значений. При исследовании причин явления необходимо привлекать и Рис.5. причинно тАУ следственная диаграмма третьих лиц, не имеющих непосредственного отношения к работе, так как у них, в отличие от лиц, привычных к данной рабочей обстановке, может возникнуть неожиданный подход к выявлению причин недоброкачественности изделий. Наиболее эффективным считается групповой метод анализа причин, называемый "мозговым штурмом". При использовании метода "мозгового штурма" для выявления причин возникновения проблемы необходимо: обеспечить атмосферу для свободного высказывания членами группы мнения по поводу причин возникновения проблемы, исключить бесплодные разговоры, ценя идеи и сознательное оперирование фактами, лицам руководящего состава никогда не высказываться первыми, при составлении причинно-следственной диаграммы последней стрелкой среди причин следует обозначить "и прочие неучтенные факторы". |
Стратификация |
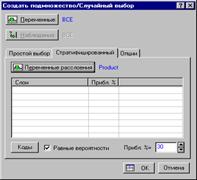 Одним из наиболее простых статистических методов является метод расслоения (стратификации) данных. В соответствии с этим методом производят расслоение данных, то есть группируют данные в зависимости от условий их получения и производят обработку каждой группы в отдельности. (Рис. 6. Диалоговое окно для получения стратифицированной выборки). Одним из наиболее простых статистических методов является метод расслоения (стратификации) данных. В соответствии с этим методом производят расслоение данных, то есть группируют данные в зависимости от условий их получения и производят обработку каждой группы в отдельности. (Рис. 6. Диалоговое окно для получения стратифицированной выборки).
Например, расслоение можно провести по следующим признакам: - расслоение по исполнителям тАУ по работающим, по полу, по стажу работы и т.д.; - расслоение по машинам и оборудованию тАУ по новому и старому оборудованию, по марке оборудования, по конструкции и т.д.; - расслоение по материалу тАУ по месту производства, по фирме-производителю, по партии, по качеству сырья и т.д.; - расслоение по способу производства тАУ по температуре, по технологическому приему, по месту производства работ. При расслоении данных следует стремиться к тому, чтобы различие внутри группы было как можно меньше, а различие между группами тАУ как можно больше. Расслоение позволяет получить представление о скрытых причинах дефектов, а также помогает выявить причину появления дефекта, если обнаруживается разница в данных между ВлслоямиВ». Например, если расслоение проведено по фактору ВлисполнительВ», то при значительном различии в данных можно определить влияние того или иного исполнителя на качество изделия; если расслоение проведено по фактору ВлоборудованиеВ» тАУ влияние использования разного оборудования. Если после расслоения данных невозможно определить наглядно решающий фактор в решении проблемы, то необходимо проводить более глубокий анализ данных. На практике стратификация используется для расслаивания статистических данных по различным признакам и анализа выявленной при этом разницы в диаграммах Парето, схемах Исикавы, гистограммах, диаграммах рассеивания и т.д. |
Функция потерь Тагучи |
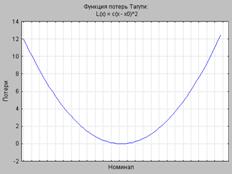 Подход Тагучи позволяет ранжировать приоритеты в программе управления качеством и количественно оценить улучшение качества.(Рис. 7. Функция потерь Тагучи). Подход Тагучи позволяет ранжировать приоритеты в программе управления качеством и количественно оценить улучшение качества.(Рис. 7. Функция потерь Тагучи).
Японский ученый Г. Тагучи в 1960 г. высказал мысль, что качество не может более рассматриваться как мера соответствия требованиям проектной/конструкторской документации. Соблюдения качества в терминах границ допусков недостаточно. Необходимо постоянно стремиться к номиналу, к уменьшению разброса даже внутри границ, установленных проектом. Г. Тагучи предложил, что удовлетворение требований допусков - отнюдь не достаточный критерий, чтобы судить о качестве. В конце концов, минимальными оказываются затраты на обслуживание продукта после его получения потребителем, т.е. минимизируются переделки, наладки и расходы по гарантийному обслуживанию. Управление, нацеленное лишь на достижение соответствия требованиям допусков, приводит к своим специфичным проблемам. Вместе с тем, нельзя не отметить, что допуски служили верную службу на протяжении многих лет: они позволяли производить предметы, которые были достаточно хороши в свою эпоху. Очевидно необходим другой, качественно другой подход, который не требует искусственного определения годного и негодного, хорошего и плохого, дефектного и бездефектного. Такой подход, в свою очередь, предполагает, что существует наилучшее значение, и что любое отклонение от этого номинального значения вызывает некоторого вида потери или сложности в соответствии с типом зависимости, который был рассмотрен на примерах для диаметра валов и отверстий. Значение показателя качества откладывается на горизонтальной оси, а вертикальная ось показывает "потери", или "вред", или "значимость", относящиеся к значениям показателей качества. Эти потери принимаются равными нулю, когда характеристика качества достигает своего номинального значения. |
Вместе с этим смотрят:
РЖнтуiцiя в бiзнесi
РЖнформацiйний менеджмент як ефективна технологiя органiзацii управлiнськоi дiяльностi
Аксiологiчнi проблеми управлiнськоi дiяльностi робiтника освiти в умовах модернiзацii освiтньоi галузi в Украiнi
Американская система менеджмента на предприятии
Анализ и оценка конкурентоспособности организации