Стандарт MRP II и управление производством на его основе
В конце 60-х годов, в связи с бурным развитием вычислительной техники, ее возможности перестали быть востребованными только отдельными наукоёмкими отраслями, компьютерные системы прочно входили в повседневную деловую жизнь. Повсюду начались активные попытки оптимальной автоматизации и информатизации бизнеса, создавались новые концепции управления и совершенствовались уже существующие. Основными целями автоматизации производственных компаний являлись: точный расчет актуальной себестоимости продукции, ее анализ, понижение затрат в процессе производства и повышение производительности в целом, благодаря эффективному планированию производственных мощностей и ресурсов. Результатом оптимизации этих параметров являлись понижение конечной цены готовых изделий и повышение общей производительности, что соответственно немедленно отражалось на конкурентноспособности и рентабельности компании. В результате поиска решений в области автоматизации производственных систем родилась парадигма планирования потребностей в материалах (MRP). По сути, MRP-методология представляет собой алгоритм оптимального управления заказами на готовую продукцию, производством и запасами сырья и материалов, реализуемый с помощью компьютерной системы. Собственно методология MRP является реализацией двух известных принципов JIT (Just In Time тАУ Вовремя заказать) и KanBan (Вовремя произвести). Разумеется, идеальная реализация концепции MRP невыполнима в реальной жизни. Например, из-за возможности срыва сроков поставок по различным причинам и последующей остановки производства в результате этого. Поэтому в жизненных реализациях MRP-систем на каждый случай предусмотрен заранее определенный страховой запас сырья и комплектующих (safety stock), объем которого определяется компетентным руководством компании.
После появления концепции MRP, казалось бы, все основные проблемы производства были решены, активно создавались и продавались компьютерные программы, реализующие ее нехитрые принципы. Однако в процессе дальнейшего анализа существующей ситуации в мировом бизнесе и ее развития, выяснилось, что всю большую составляющую себестоимости продукции занимают затраты напрямую не связанные с процессом и объемом производства. В связи с растущей от года к году конкуренцией, конечные потребители продукции становятся все более тАЬизбалованнымитАЭ, ощутимо увеличиваются затраты на рекламу и маркетинг, уменьшается жизненный цикл изделий. Всё это требует пересмотрения взглядов на планирование коммерческой деятельности. Отныне нужно не тАЬчто-то производить и стараться потом продатьтАЭ, а тАЬстараться производить, то, что продаетсятАЭ. Таким образом, маркетинг и планирование продаж должны быть непосредственно связаны с планированием производства. Исходя из этих предпосылок, и зародилась новая концепция корпоративного планирования. Концепция MRPII.
Таким образом, данная тема актуальна в наши дни. В данной работе я попытаюсь раскрыть концепцию MRP II. Главными задачами является анализ состава систем класса MRP II, анализ механизма работы MRP II тАУ системы и изучение эволюции стандартов планирования.
1 Понятие стандарта MRPII
Концепция MRP (Material Requirements Planning) - системы автоматизированного планирования потребности в сырье и материалах для производства. Главная цель MRP-систем - минимизация затрат, связанных со складскими запасами.
Вскоре метод MRP получил широкое распространение во всем мире, а в некоторых странах (включая страны СНГ) даже иногда трактуется как стандарт, хотя таковым и не является.
MRP II, в отличие от MRP, предполагает планирование всех ресурсов предприятия, включая оборудование, людские ресурсы, материальные и финансовые ресурсы. MRP II позволяет пользоваться информацией одной системы всем службам предприятия от отдела сбыта до службы маркетинга, отдела снабжения, финансового отдела, конструкторского отдела, а также на производстве.
Метод MRP основывается на данных главного производственного плана (Master Production Schedule, MPS), при составлении которого исходной точкой служит ожидаемый спрос на готовую продукцию. Таким образом, прогрессивность метода MRP состоит в том, что он не оперирует данными о потреблении из прошлого, а ориентируется на будущие потребности. Это означает, что заказ на пополнение запасов формируется только тогда, когда это действительно необходимо, и что пополнение запасов осуществляется в пределах реально необходимого объема.
Метод планирования производственных ресурсов, который лежит в основе ERP-систем и носит название MRP II (Manufacturing Resource Planning II), - результат закономерного развития метода MRP. Поскольку MRP предназначен для планирования материалов, идея охватить сферы деятельности, от которых зависит пополнение или затраты материалов, выглядит вполне логичной. Все дело в том, что MRP руководствуется принципом нелимитированной загрузки (infinite loading), т.е. игнорирует ограниченность производственных мощностей.
В действительности, далеко не все ресурсы предприятия могут рассматриваться как неограниченные. Именно поэтому в методе MRP II была предусмотрена функция планирования производственных мощностей (Capacity Requirements Planning, CRP), с помощью которой потребность в материалах привязывается к возможностям производства.
Таким образом, метод MRP II представляет собой метод MRP с добавлением функций CRP, включая управление складами, обеспечением, продажами и производством.
Согласно стандарту APICS (American Production and Inventory Control Society - Американское общество управления производством и распределения материалов), MRP II включает в себя такие функции:
Sales and Operation Planning - планирование продаж и производства;
 Demand Management - управление спросом;
Demand Management - управление спросом;
Master Production Scheduling - составление плана производства;
Material - планирование потребности в сырье и материалах;
Bill of Materials - спецификации продукции;
Inventory Transaction Subsystem - складская подсистема;
Scheduled Receipts Subsystem - отгрузка готовой продукции;
Shop Flow Control - управление производством на цеховом уровне;
Capacity Requirement Planning - планирование производственных мощностей;
Input/Output Control - контроль входа/выхода;
Purchasing - материально-техническое обеспечение;
Distribution Resource Planning - планирование запасов сбытовой сети;
Tooling Planning and Control - планирование и контроль инструментальных средств;
Financial Planning - финансовое планирование;
Simulation - моделирование;
Performance Measurement - оценка результатов деятельности.
Рисунок 1

Практически все перечисленные функции так или иначе связаны с финансами. Действительно, ведь закупки - это расчеты с поставщиками, продажи - расчеты с клиентами, оперативное планирование - ведение платежного календаря и т.д. По сути, все это - финансовая сторона деятельности предприятия, поэтому функции учета и управления финансами обязательно должны быть включены в единую информационную систему.
После того, как вы решите вложить средства в обучение персонала, в обеспечение точности данных и в систему MRP в замкнутом цикле, какие преимущества могут быть получены в результате успешного внедрения системы? Как видно из истории внедрений, результаты могут быть самыми разными, но при правильном понимании принципов управления MRPII можно добиться многого:
В· улучшить обслуживание заказчиков - за счет своевременного исполнения поставок;
В· сократить цикл производства и цикл выполнения заказа - следовательно, бизнес будет более гибко реагировать на спрос;
В· сократить незавершенное производство - работа не будет выдаваться, пока не потребуется "точно ко времени" для удовлетворения конечного спроса;
В· значительно сократить запасы, что позволит более экономно использовать складские помещения и потребуется меньше средств на его хранение;
В· сбалансировать запасы - будет меньше дефицита и меньше устаревших запасов;
В· повысить производительность - людские ресурсы и материалы будут использоваться в соответствии с заказами с меньшими потерями; можно использовать анализ "что-если", чтобы проверить, соответствует ли производство задачам предприятия по получению прибыли;
В· создать скоординированную группу управления, которая сможет решать стратегические и оперативные вопросы и организовать работу в соответствии с выработанным основным планом производства.
По существу, эти преимущества позволят одновременно добиться улучшения исполнения поставок, сокращения запасов, длительности циклов, текущих затрат и получить более высокую прибыль. Все это в результате поможет вашей компании стать конкурентоспособной и добиться наилучших достижений в бизнесе как внутри страны, так и на международном уровне.
Методология MRP II служит для реализации следующих целей:
В· минимизировать запасы на складах сырья и готовой продукции;
В· оптимизировать поступление материалов и комплектующих в производство и исключить простои оборудования из-за не прибывших вовремя материалов и комплектующих.
В соответствии с этим, закупки материалов и комплектующих всего отрезка планирования автоматически распределяются по плановым периодам (например, дням), причем объем и время закупок рассчитываются так, чтобы в каждый плановый период на предприятие поступало именно столько материалов и комплектующих, сколько требуется производству в этом плановом периоде.
Методология MRP II нацелена на решение следующих основных задач.
В· Сформировать основной производственный план-график (объемно-календарный план, Master Production Schedule - MPS), расписывающий, что и в каком количестве будет производить предприятие в каждый период отрезка планирования. С одной стороны, этот план должен максимально учитывать имеющийся портфель заказов и маркетинговые исследования спроса, чтобы своевременно удовлетворить потребности клиентов, но и не производить излишек продукции, который впоследствии долго пролежит на складе, дожидаясь своего покупателя. С другой стороны, составленный план должен быть выполним при текущей структуре активов компании (производственные мощности, персонал, финансовое обеспечение). Достижение компромисса между удовлетворением рыночного спроса и осуществимостью такой производственной программы - очень важная задача, и она успешно решается с использованием методологии MRP II.
В· Составить оперативные планы, раскрывающие реализацию утвержденной производственной программы: план-график производственных работ, план-график закупок сырья и материалов, план-график использования денежных средств. По этим планам впоследствии строится вся производственная деятельность предприятия. Однако MRP II увеличивает ценность этих планов тем, что в рамках данной методологии решается важная задача оптимизации потребления ресурсов. А именно, при составлении планов преследуется цель оптимального распределения потребляемых ресурсов (денежных средств, материалов, производственных мощностей) по всему отрезку планирования. Необходимо, с одной стороны, обеспечить выполнение основного план-графика производства и беспребойность производственного процесса, и, с другой стороны, предотвратить создание излишних материальных запасов. Достижение такой цели требует интегрированного планирования потребности в ресурсах, т. е. планирования потребностей на уровне всех подразделений, участвующих в производственном процессе (производственных, складских, снабженческих и сбытовых), с рассмотрением сложной системы взаимосвязей между этими подразделениями.
Очевидно, на любом производственном предприятии существует набор стандартных принципов планирования, контроля и управления функциональными элементами. Такими элементами являются производственные цеха, функциональные отделы, аппарат руководства и т.д. Давайте на основании этих принципов, попытаемся создать замкнутую логическую систему, которая позволяет отвечать на следующие тривиальные вопросы:
Что мы собираемся производить?
Что для этого нужно?
Что мы имеем в данный момент?
Что мы должны получить в итоге?
Эти, на первый взгляд простые вопросы всегда должны иметь ясные ответы для руководящего состава любого коммерческого (производственного и непроизводственного) предприятия. Одной из основ эффективной деятельности любого предприятия является правильно поставленная система планирования. Собственно, она и призвана содействовать ответам на эти вопросы.
Эта система планирования должна чётко отвечать на вопрос: "Что нам конкретно нужно в тот или иной момент времени в будущем?". Для этого она должна планировать потребности в материале, производственные мощности, финансовые потоки, складские помещения и т.д., принимая во внимание текущий план производства продукции (или услуг - здесь и далее) на предприятии. Назовем такую систему системой планирования ресурсов предприятия, или же MRPII-системой (Manufacturing Resource Planning System.
Таким образом, MRPII-система должна состоять из следующих функциональных модулей:
В· Планирование развития бизнеса (Составление и корректировка бизнес-плана)
В· Планирование деятельности предприятия
В· Планирование продаж
В· Планирование потребностей в сырье и материалах
В· Планирование производственных мощностей
В· Планирование закупок
В· Выполнение плана производственных мощностей
В· Выполнение плана потребности в материалах
В· Осуществление обратной связи
Схематический план работы MRPII-системы можно отобразить следующей диаграммой:
Рисунок 2

Модуль планирования развития бизнеса определяет миссию компании: её нишу на рынке, оценку и определение прибылей, финансовые ресурсы. Фактически, он утверждает, в условных финансовых единицах, что компания собирается произвести и продать, и оценивает, какое количество средств необходимо инвестировать в разработку и развитие продукта, чтобы выйти на планируемый уровень прибыли. Таким образом, выходным элементом этого модуля является бизнес-план.
Модуль планирования продаж оценивает (обычно в единицах готового изделия), какими должны быть объем и динамика продаж, чтобы был выполнен установленный бизнес-план. Изменения плана продаж, несомненно, влекут за собой изменения в результатах других модулей.
Модуль планирования производства утверждает план производства всех видов готовых изделий и их характеристики. Для каждого вида изделия в рамках выпускаемой линии продукции существует своя собственная программа производства. Таким образом, совокупность производственных программ для всех видов выпускаемых изделий, представляет собой производственный план предприятия в целом.
Модуль планирования потребности в материалах (или видах услуг - "здесь и далее") на основе производственной программы для каждого вида готового изделия определяет требуемое расписание закупки и/или внутреннего производства всех материалов комплектующих этого изделия, и, соответственно, их сборку.
Модуль планирования производственных мощностей преобразует план производства в конечные единицы загрузки рабочих мощностей (станков, рабочих, лабораторий и т.д.).
Модуль обратной связи позволяет обсуждать и решать возникающие проблемы с поставщиками комплектующих материалов, дилерами и партнерами. Тем самым, этот модуль собственно и реализует знаменитый "принцип замкнутой петли" (Closed loop principle) в системе. Обратная связь особенно необходима при изменении отдельных планов, оказавшихся невыполнимыми и подлежащих пересмотрению.
2 Алгоритм расчета MRPII
В работе MRP II-системы четко выделяются три этапа. Первые два предполагают реализацию методологии MRP II и заканчиваются утверждением планов. Последний же, протекающий параллельно с реальным производственным процессом, включает контроль выполнения сформированных планов и оперативное, по мере необходимости, внесение поправок в ход производства:
Рисунок 3
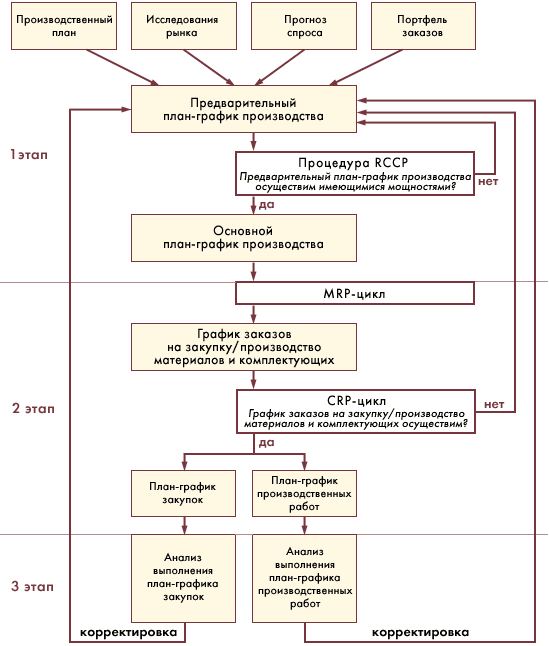
1) На основе заказов независимого спроса формируется основной производственный план-график.
В· По данным производственного плана, исследований рынка, прогноза спроса, портфеля заказов на продукцию составляется предварительный план-график выпуска конечных изделий.
В· Запускается процедура RCCP (Rough Cut Capacity Planning, предварительное планирование мощностей) - быстрой проверки выполнимости составленного плана с точки зрения имеющихся мощностей и существующей технологии производства. Эта процедура предполагает создание потока заказов зависимого спроса между подразделениями предприятия, задействованными в производственном процессе, и проверку выполнимости этих заказов на заранее выделенных критических участках производства (т. е. в рабочих центрах, которые лимитируют или же определяют сменный выпуск изделий).
В· Если предварительный план-график выпуска конечных изделий признается реально осуществимым, то он становится основным планом выпуска. В противном случае в предварительный план-график вносятся изменения, и он подвергается повторному тестированию с помощью процедуры RCCP.
2) На основе принятого производственного план-графика планируются потребности в материалах, мощностях и финансовых ресурсах.
В· Запускается стандартный MRP-цикл, основным результатом которого является план-график заказов на закупку/производство материалов и комплектующих.
В· Запускается CRP-цикл, который дает план-график производственных работ, описывающий всю дальнейшую производственную деятельность.
В· По этим двум документам оценивается потребность в финансах (Financial Requirements Planning - FRP) для осуществления производственной деятельности. То есть рассчитываются операционные расходы на закупку материалов, производственные нужды, зарплату производственному персоналу и т. д., и эти расходы распределяются по всему горизонту планирования.
3) В соответствии со сформированными план-графиками начинается реальная производственная деятельность. При этом MRP II-система осуществляет оперативное управление производственным процессом: контролирует выполнение плановых заданий и при необходимости вносит коррективы в действующие планы.
В· Выполнение плановых заданий оперативно регистрируется в MRP II-системе. Система, на основе сравнения фактических и нормативных показателей, анализирует протекание хозяйственного процесса.
Например, для контроля выполнения CRP-планов MRP II-система в течение всего планового периода отслеживает величину производительности каждой производственной единицы. Фактическая производительность сравнивается с нормативным показателем производительности и, если отклонение превышает заранее заданную допустимую величину, система дает сигнал управленческому персоналу о необходимости срочного вмешательства в работу данной производственной единицы и принятия мер к повышению ее производительности. Такими мерами может служить, например, привлечение дополнительных рабочих или увеличение нормативного времени работы отстающей производственной единицы.
Аналогично система отслеживает потребление производственными единицами материалов и комплектующих и регистрирует отклонение фактических и нормативных показателей потребления по каждой производственной единице. Это позволяет быстро диагностировать ситуацию, когда производственная единица не развивает плановой производительности из-за недостаточного снабжения материалами.
В· Анализируя ход производственного процесса, MRP II-система ежедневно формирует сменные задания для рабочих центров (Operation lists), которые отсылаются руководителям рабочих центров. Сменные задания отражают последовательность проведения рабочих операций над сырьем и комплектующими на каждой единице производственных мощностей и длительность этих операций. В отличие от план-графика производственных работ, формируемого CRP-модулем, в этих цеховых заданиях автоматически учитывается уменьшение/увеличение скорости работы производственной единицы: сменные задания могут содержать как запоздавшие по каким-либо причинам производственные заказы (уменьшение скорости обработки), так и производственные заказы, запланированные на последующие плановые периоды (увеличение скорости обработки).
В· Точно так же, формируя скорректированные ежедневные задания на закупку/поставку сырья и комплектующих, MRP II-система регулирует работу снабженческих, сбытовых и складских структур предприятия.
2.1 Развитие MRP II: распространение на "недискретные" типы производств
Как было отмечено выше, изначально методология MRP II и MRP II-системы разрабатывались для сборочных производств. Однако свыше 40% промышленных компаний мира представляют собой предприятия с другим типом производства - процессным.
По классификации, предложенной Gartner Group, все многообразие производств можно свести к трем основным типам:
В· проектное производство;
В· дискретное производство;
В· процессное производство.
Проектное производство - это уникальное разовое производство (например, ракетостроение, судостроение), технология которого заранее не задана.
Основным отличительным признаком дискретного производства является наличие счетных единиц выпускаемой продукции, которая, в свою очередь, собирается из отдельных компонент. Поэтому в дискретном производстве основой для изготовления (сборки) конечного продукта является иерархическое описание состава изделия (т. е. конструкторская или производственная спецификация конечного изделия). Классический пример дискретного производства - машиностроение.
В дискретных производствах выделяют несколько существенно различных видов организации производства:
В· изготовление на склад (Make-To-Stock - MTS): объем производства планируется, исходя из "оптимальной загрузки производственных мощностей"; при этом предполагается, что вся произведенная продукция найдет сбыт;
В· изготовление на заказ (Make-To-Order - MTO): объем выпуска планируется, исходя из поступивших заказов на продукцию, причем различают:
В· разработку на заказ (Engineering-To-Order - ETO), когда приходится начинать с проектирования заказанного изделия, разработки конструкторской и технологической документации;
В· сборку на заказ (Assembling-To-Order - ATO), при которой используется уже имеющаяся на предприятии конструкторская и технологическая документация на различные узлы, однако допускается небольшая вариабельность состава изделия, в зависимости от заказа клиента (при этом все исходные компоненты предполагаются имеющимися на складе).
Процессное производство состоит из ряда технологических процессов (например, смешивание, растворение, нагрев), каждый из которых не может быть прерван в произвольный момент времени. Помимо конечного продукта в процессном производстве обычно выпускается множество побочных и сопутствующих продуктов.
Технологический процесс, как правило, подразделяется на несколько этапов, описываемых своей рецептурой. На выходе одного и того же процесса могут получаться различные продукты, в зависимости, например, от концентрации исходных компонент, температурного режима, катализаторов. Некоторые процессы могут рекурсивно повторяться (рецикл).
Для процессных производств характерны неразрывные внутренние связи между различными видами продукции, производимыми в ходе одного процесса. Например, при переработке нефти на одной установке одновременно получаются нефтепродукты от газойля и бензина до мазута и битума, причем состав выпускаемой продукции невозможно изменить.
По свойству дискретности/непрерывности во времени выпуска конечного продукта, среди процессных производств выделяют, соответственно, повторяющиеся (например, фармация, пищевая промышленность, целлюлозно-бумажное производство, химическая промышленность) и непрерывные (например, энергетика, нефте- и газодобыча, нефтехимия, первичная металлургия).
Для каждого из типов производств характерны своя специфика планирования и управления. Если в планировании дискретных производств исходят из объемных показателей производственных планов и жестко заданного состава конечного изделия, то в проектных производствах опираются на список работ по проекту и их взаимосвязи (то есть составляют так называемые сетевые графики). В процессных производствах на первое место выходят показатели загрузки производственных мощностей и вариантность технологического процесса.
Разработанная изначально для дискретного производства, методология MRP II не отвечала специфике других типов производств. Попытки "скорректировать" лежащую в ее основе математическую модель для применения, например, в процессном производстве, приводили к таким нереальным результатам, как отрицательные времена производства и отрицательные потребления ресурсов. Этот подход не стал эффективным в связи с принципиальными различиями дискретных и процессных производств. Поэтому для процессного и проектного производств были созданы оригинальные математические модели и алгоритмы решения задачи планирования ресурсов, что явилось основой создания MRP II-систем, ориентированных на "недискретные" типы производства.
Характерной чертой классических MRP II-систем является специализация на конкретном (одном или нескольких) типе производства. Однако в последнее время производители MRP II-систем модифицируют свои продукты, расширяют функциональность, переносят на новые платформы. Это вызвано жесткой конкурентной борьбой на рынке информационных управленческих систем, и, как следствие, стремлением к максимальному удовлетворению потребностей заказчиков.
В результате эволюции MRP II-систем появились системы нового класса (Enterprise Resource Planning, планирование корпоративных ресурсов).
3 Оптимальный размер заказа на примере супермаркета
Существование товарных запасов как категории товарного обращения обусловлено необходимостью обеспечения непрерывного процесса обращения товаров. Товарные запасы являются важным элементом деятельности торговых организаций.
До недавнего времени считалось, что чем больше у организации запасов, тем лучше. В современных экономических условиях эффективная работа организации требует иного подхода как к категории запасов, так и к методике управления ими. Прежде чем инвестировать денежные средства в запасы, руководству организации необходимо учесть, что при этом оно отказывается от альтернативных вариантов инвестирования. Следовательно, требуется определить уровень оптимального запаса, и этот уровень должен стать ориентиром, относительно которого будет оцениваться эффективность всей системы управления запасами в организации.
В основу управления товарными запасами положены различные оптимизационные модели, наработанные экономической наукой и позволяющие не только планировать и контролировать формирование и рациональное использование запасов в торговле, но и минимизировать расходы, связанные с этими процессами. Кроме того, оптимизация процесса управления товарными запасами предполагает и решение вопросов относительно периодичности их пополнения, а также величины заказов.
Среди наиболее применяемых в торговле моделей управления запасами можно выделить следующие:
- модель с фиксированным размером заказа;
- модель с фиксированным интервалом между заказами;
- модель управления запасами с двумя уровнями (Ss система).
Рассмотрим возможности применения моделей оптимизации товарных запасов на примере двух товарных позиций по одному из крупных супермаркетов г. Обнинска ВлРоднойВ» : водка ВлПять озерВ» и молоко Обнинского завода. Выбор данных позиций объясняется стабильностью спроса на данные товары, а также налаженностью каналов их сбыта.
Модель с фиксированным размером заказа
Определяющим моментом при использовании модели фиксированного размера заказа является расчет затрат на хранение и формирование заказа.
Стоимость хранения запасов включает три основных составляющих: непосредственная стоимость содержания запасов, стоимость капитала, замороженного в запасах, и расходы, связанные с естественной убылью.
Стоимость содержания запасов по супермаркету рассчитывалась как доля затрат на хранение единицы запаса от общих расходов на содержание запасов. При этом величина затрат на хранение включала в себя:
В· затраты на оплату труда работников магазина, непосредственно связанных с движением запасов;
В· размер коммунальных услуг;
В· величину амортизационных отчислений;
В· расходы на подработку и подсортировку товаров и др.
Согласно проведенным расчетам, общая стоимость хранения запасов по супермаркету за год составила по водке тАУ 68 170,70 руб., по молоку тАУ 478,23 руб., в расчете на единицу запаса тАУ 46,34 руб. по водке и 2,3 руб. по молоку.
В целях определения затрат по формированию заказа, как известно, применяется хронометраж деятельности структурных подразделений, отвечающих за формирование заказа, или рассчитывается средняя величина стоимости формирования заказа посредством деления расходов коммерческой службы на количество сделанных заказов. Рассчитанная таким образом стоимость формирования заказа по супермаркету ВлРоднойВ» составила 53,15 руб./заказ.
Применение модели с фиксированным размером заказа предполагает также наличие информации относительно сбыта товаров за период. Согласно аналитическим данным, сбыт водки по супермаркету за год составил 15 503 шт., молока тАУ 9 178 шт.
Расчет оптимального размера заказа проводится по формуле Уилсона:
 Ва(1)
Ва(1)
где Q тАУ размер партии;
D тАУ общий объем спроса (сбыт);
H и S тАУ издержки (затраты) по хранению товара и по выполнению заказа (затраты на приобретение).
Применение приведенной формулы позволяет получить следующий результат расчета оптимального размера заказа:
- по водке тАУ 188,58 шт.;
- по молоку тАУ 651,29 шт.
Однако полученные данные непригодны для применения, их необходимо скорректировать.
Во-первых, оптимальный размер заказа должен быть целым числом, так как невозможно заказать полбутылки водки или полпачки молока, т.е. заказ должен составлять 188 или 189 бутылок водки, 651 или 652 пачек молока соответственно.
Во-вторых, по молоку ограничением является срок годности, который равен трем дням. Учитывая, что среднедневной объем реализации молока составляет 25 шт., нецелесообразно заказывать количество товара, которое не будет реализовано. Таким образом, заказа молока не может превышать 75 шт.
В-третьих, продукция заказывается целыми коробками. По результатам расчетов, оптимальный размер заказа водки тАУ 7,54 коробки. Для определения оптимального размера заказа с учетом отмеченного ограничения рассчитаем расходы, связанные с формированием и хранением запасов различной величины. Затраты на содержание 7 коробок (175 шт.) водки тАУ 8 763,23 руб. в год, 8 коробок (200 шт.) тАУ 8 753,92 руб. в год. С учетом этого ограничения партия поставки молока будет соответствовать 2 коробкам (60 шт.), а затраты, связанные с формированием запасов молока в количестве 60 шт., тАУ 8 199,18 руб. в год.
Таким образом, согласно данной модели оптимальный размер заказа составляет:
- по водке тАУ 8 коробок (200 шт.);
- по молоку тАУ 2 коробки (60 шт.).
При этом годовая сумма затрат составит: по водке тАУ 8 753,92 руб. в год, по молоку тАУ 8 199,18 руб. в год. Эти значения удовлетворяют всем ограничениям и минимизируют совокупные расходы супермаркета по хранению и заказу товаров.
Следующим шагом в применении модели управления запасами с фиксированным размером заказа является определение точки заказа. Для этого используется формула:
Р = В + Sd L, (2)
где В тАУ резервный (страховой) запас;
Sd тАУ средний суточный сбыт;
L тАУ время доставки товара.
Согласно аналитическим данным, время доставки товара по супермаркету по водке составляет 1 день, по молоку тАУ 2 дня.
Среднесуточный сбыт водки тАУ 42 шт., молока тАУ 25 шт.
Величина резервного запаса по водке, рассчитанная экспертным путем, тАУ 62 шт., по молоку тАУ 19 шт. Таким образом, точка заказа составляет:
- по водке: 62 + 42 * 1 = 104 шт.
- по молоку: 19 + 25 * 2 = 69 шт.
Расчет точки заказа свидетельствует о том, что согласно сложившемуся уровню сбыта и времени поставки товаров по супермаркету, а также учитывая вероятность возникновения отклонений от данных показателей, при достижении запасов водки величиной в 104 шт. формируется заказ на 200 шт. (8 коробок), который доставляется в течение одного дня. При достижении запасов молока величиной 69 шт. формируется новый заказ на 60 шт. (2 коробки), которые доставляются в течение 2 дней с момента возникновения потребности в запасе. При этом предполагается, что ведется постоянный контроль уровня запасов.
При использовании данной системы управления запасами средняя величина запаса соответствует величине резервного запаса, увеличенной на половину оптимального размера заказа, т.е. средняя величина запасов составит:
- по водке тАУ 162 шт.: 62 + (200/2);
- по молоку тАУ 49 шт.: 19 + (60/2).
Общие годовые затраты на управление запасами будут включать затраты, связанные с формированием заказа, хранением товарных запасов, а также хранением резервного запаса. По водке общие затраты за год составят 11 961,52 руб., по молоку тАУ 8 242,88 руб.
Модель управления запасами с фиксированным интервалом между поставками (модель с постоянным уровнем запасов)
Данная модель предусматривает расчет максимального уровня запасов. Она может использоваться без учета затрат на хранение и формирование заказа и не основываясь на модели оптимального размера заказа. Размер заказа товара определяется как разница между рассчитанным максимальным уровнем запаса и фактической величиной запасов на момент проверки товара на складе. При этом проверка наличия запасов осуществляется через равные промежутки времени.
Максимальный заказ определяется как сумма среднего спроса за один цикл и резервного (страхового) запаса. При расчете резервного запаса нужно учитывать, что повышение спроса может вызвать дефицит в промежутке времени поставки и времени между проверками. Величина резервного запаса для данной модели будет отличаться от рассчитанной величины резервного запаса для модели с фиксированным размером заказа. Это отличие будет состоять в величине промежутка времени между проверками фактического наличия запасов. Время, в течение которого существует угроза дефицита, есть L, т.е время поставки, и R, т.е. время цикла или время между проверками. Тогда формула расчета максимального уровня запаса выглядит так:
М = Sd * (L + R) + В, (3)
где R тАУ длительность промежутка времени между проверками товарных запасов на складе.
Размер заказа зависит от размера сбыта и времени проведения последней проверки. Средний уровень запасов составляет:
J = B + 1/2 * Sd R (4)
Увеличение резервного (страхового) запаса представляет собой плату за удобство, которое дает эта система.
Таким образом, модель с фиксированным интервалом между поставками связана с повышенными расходами на поддержание резервного запаса, которые при определенном уровне стоимости запасов и колебаний спроса могут стать неоправданно большими.
Преимуществом модели с фиксированным интервалом между поставками является то, что нет необходимости каждый раз подсчитывать остаток запаса тАУ это делается лишь тогда, когда подходит время следующего заказа. Такой порядок удобен, если контроль запасов является одной из многих обязанностей работников.
Продемонстрируем применение рассмотренной модели на примере нашего супермаркета ВлРоднойВ».
Согласно аналитическим данным установлено следующее время пров
Вместе с этим смотрят:
Cамоорганизация как процесс саморазвития
РЖнновацiйнi процеси на пiдприiмствi
РЖнтуiцiя в бiзнесi
РЖнформацiйний менеджмент як ефективна технологiя органiзацii управлiнськоi дiяльностi
Аксiологiчнi проблеми управлiнськоi дiяльностi робiтника освiти в умовах модернiзацii освiтньоi галузi в Украiнi